本文研究了在曲柄壓力機上用鎂合金板材沖壓手機外殼的模具設計和工藝制度,研究了坯料溫度、模具溫度、潤滑條件等工藝因素對鎂合金手機外殼沖壓質量的影響。實驗表明,在應用正確的模具結構和適當的工藝條件下,當坯料溫度在350℃左右,拉深凹模溫度在350℃左右和良好潤滑情況下,能夠成功地在曲柄壓力機上沖壓生產出鎂合金手機外殼。
1.1 鎂合金的獨特性能
鎂合金密度低,是實際應用中最輕的金屬結構材料,具有比強度和比剛度高、電磁屏蔽效果好、抗震減震能力強、易于機加工成形和易于回收再利用等優點,在航空、航天、汽車、3C產品以及軍工等領域具有廣泛的應用前景和巨大的應用潛力,從而引起了許多國家的政府、企業和研究機構對鎂合金及其成形技術的高度重視,投入了大量人力、財力進行開發研究,并取得了一定的效果 [1]。如德國大眾(奧迪)汽車公司開發的鎂合金汽車覆蓋件的熱沖壓成形技術,成功地加工出汽車內門板,內鎂外鋁的混合車門,可比用鋼板減重50%,比用鋁板減重20%[2]。
1.2 鎂合金的塑性變形特點
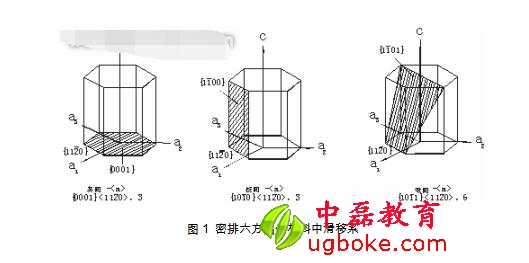
鎂屬于密排六方晶體結構,在室溫下只有1個滑移面(0001),滑移面上有3個密排方向 ,所以室溫下只有3個滑移系(如圖1所示),其塑性比面心和體心立方金屬都低。室溫下,鎂合金的塑性較差,變形困難,且易出現變形缺陷,這是由鎂合金自身本質性質決定的,也是制約變形鎂合金加工成形的本質原因
,所以室溫下只有3個滑移系(如圖1所示),其塑性比面心和體心立方金屬都低。室溫下,鎂合金的塑性較差,變形困難,且易出現變形缺陷,這是由鎂合金自身本質性質決定的,也是制約變形鎂合金加工成形的本質原因
據有關文獻報道,溫度對鎂合金的塑性影響很大,溫度愈高,塑性愈好,變形抗力愈低,易于成型加工[3]
2 鎂合金的沖壓成形
鎂合金常用的成形方法有壓鑄、半固態鑄造、擠壓鑄造、擠壓和軋制等,其中鎂合金產品的80 %是通過鑄造方法獲得 [1]。鎂合金的沖壓成形是一種技術難度較高的生產工藝,但以其生產效率高、可直接使用性能優良的軋制板材而具有很大的市場優勢和廣闊的發展前景。
在沖壓成形工藝中,拉深成形最為復雜,難度也較大。由于鎂合金晶體結構是密排六方(Hcp),滑移系少,常溫下塑性較差,一般須在150℃以上進行拉深成形。根據小坂田等人的研究結果,鎂合金板材在250℃左右拉深時其拉深比超過鋁合金和低碳鋼板的常溫拉深成形極限,在175℃時鎂合金板杯形件拉深的拉深比可達2.0,而在225℃時可達3.0,超過了鋼板和鋁板在室溫下的拉深比(分別為2.2和2.6)。在該溫度下鎂合金拉深成形性能與鋼板和鋁板在室溫下的拉深性能相近[4]。
本文以某手機外殼的沖壓生產為實例,對鎂合金板材的沖壓成形工藝進行了較為系統的研究。
3 沖壓模具設計
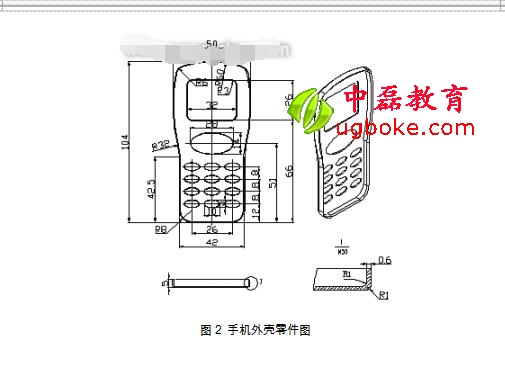
3.1 手機外殼零件圖
沖壓生產的手機外殼零件圖如圖2所示:
3.2 沖壓工序安排
從圖2可以看出,此制件用沖壓方法進行生產需要四道工序,即:落料 拉深 修邊 沖孔。考慮到實驗的特殊情況,只需設計制造三套沖壓模具,即:落料模具、拉深模具和沖孔模具,修邊工序采用手工方式進行。
3.3 沖壓模具設計
手機外殼是和其它多種小零部件相互配合、有嚴格裝配關系的零件,考慮到實際使用時的互換性,在進行模具設計時仍然要對模具的型腔尺寸精度嚴格要求。
3.3.1模具結構的選取
此次制做的沖壓模具是用來做實驗的,為簡化沖壓模具的結構復雜程度、縮短模具的制做周期,設計時采用了帶導向系統的單工序模具結構以便于調整。使用的標準模架參數如下:
1)落料模具模架尺寸 180mm×150mm(材料:HT200)
2)拉深模具模架尺寸 150mm×125mm(材料:HT200)
3)沖孔模具模架尺寸 150mm×125mm(材料:HT200)
3.3.2落料件尺寸的確定
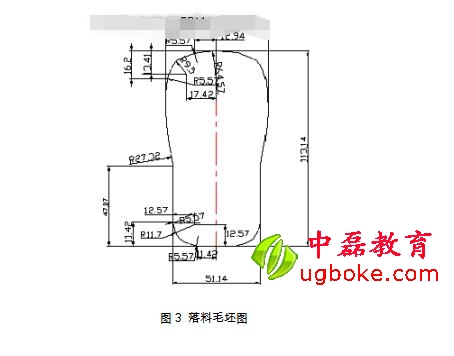
該零件可按低盒形件處理。切邊余量取0.4mm,彎曲的直邊部分展開長度按下式計算:
Lz=H+0.57Rd[5]
式中:Lz――彎曲的直邊部分展開長度
H--拉深總高度
Rd--底部園角半徑
按低盒形件近似做圖法得到如圖3所示的毛坯尺寸:
3.3.3落料模具、沖孔模具的設計
落料模具和沖孔模具的結構相對比較簡單。考慮到鎂合金的沖壓特性,設計時取單邊最小沖裁間隙Cmin=0.015mm,卸料板和凸模之間的單邊卸料間隙取0.08mm。
3.3.4 拉深模具的設計
由于手機外殼的拉深高度較小,拉深系數M>M 1,因此設計時采用了一次拉深成形工藝。在模具結構中,采用了帶限位裝置(限位高度為S=0.6mm)的橡膠式彈性壓邊裝置,給凸緣變形區施加軸向力σ2,以防止拉深過程中制件起皺;采用了橡膠式彈頂機構以保證拉深時底面的平整和拉深制件不滯留在凹模型腔內;用220V電熱管環繞在拉深凸、凹模的周圍,給拉深模具提供合適的溫度梯度。
因裝配關系,手機外殼是要求外形尺寸的零件,設計時以凹模為基準件,主要參數為:凸模園角半徑Rt=1mm;凹模園角半徑Ra=2mm;直邊部分拉深間隙值C=0.6mm;轉角部分拉深間隙值C=0.66mm。凸、凹模工作部分的橫向尺寸按下式計算 [5]:
4.4 拉深生產實驗
AZ31B鎂合金板材的拉深生產是沖壓生產鎂合金手機外殼的關鍵工序,技術難度很高,主要工藝參數有拉深力、拉深速度、坯料溫度、模具預熱溫度、潤滑方式、模具圓角、模具間隙、壓邊力等,這些因素對坯料的拉深成形均有不同程度的影響。
4.4.1拉深速度
鎂合金AZ31B板材在熱態下具有較好的塑性,甚至在一些不利于其它材料成形的應力、應變狀態下也可以變形,但變形速度不易過大。這是因為隨著變形速度的增加,鎂合金的流動應力會隨之增大,而材料的斷裂抗力受變形速度的影響很小,這使得板料較早到達斷裂階段,從而產生拉裂缺陷[4]。因此在拉深時應采用慢速拉深工藝,同時還可以采取修整拉深間隙和凹模圓角的大小等措施來改善材料的受力狀態,使之能在較高的變形速度下拉深出合格的產品[6]。對于0.6mm 厚的ZA31B薄板料,滑塊每分鐘行程數為65次時是比較合適的。
4.4.2坯料溫度
雖然溫度對變形鎂合金的塑性影響很大,溫度愈高,塑性愈好,變形抗力愈低,愈易于拉深成形,但不宜過高。當鎂合金溫度高于400℃時,由于晶粒長大反而使其塑性降低,不利于板材的拉深成形,同時還容易產生氧化腐蝕,因而坯料的溫度范圍應選定在室溫至400℃這個區間。拉深生產實驗時經反復比較得知,坯料溫度在360℃~390℃時為最佳。
4.4.3模具溫度
由于鎂合金具有良好的導熱性,與冷模具接觸時,坯料溫度會迅速降低,加上鎂合金的變形溫度范圍比較狹窄,因而極易產生拉深缺陷,不利于拉深成形的進行,所以必須對模具進行預熱。我們在設計拉深模具時采用電熱管環繞模具進行加熱,并配以溫度控制系統以保證拉深模具的溫度恒定。拉深生產實驗時,當凸模溫度在120℃~150℃、凹模溫度在350℃~380℃時,拉深成形的效果很好,拉深制件如圖6所示。

非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!