沖壓工藝數字化設計中的優化排樣算法
毛坯優化排樣是沖壓工藝數字化設計中的重要環節,針對優化排樣設計中的各種工程約束,提出了一種新的求解算法-改進的包絡矩形法,避免了圖形加密、等距放大技術帶來的計算精度和計算效率不高的問題,可以完成單排、雙排、多排等優化排樣方式,在排樣方案修改中可通過對步距進行修改實現自動排樣較難解決的嵌套排樣問題。提出了在I-DEAS軟件平臺上實現毛坯優化排樣系統的總體框架,本系統經實際生產驗證,產生了良好的經濟效益。
在沖壓零件的成本中,材料的費用占有相當的比重(普通沖壓占60%-80%,多工位級進模依靠高產降低成本,但材料仍占相當比重),提高材料利用率是降低沖壓零件成本的重要途徑,而材料利用率的高低主要取決于沖壓零件的排樣。同時毛坯排樣的結果又是后續的工步排樣以及凹模、卸料板等模具零件設計的基礎,因此毛坯排樣是沖模設計的重要環節。由于工件在條料上的排布方式多種多樣,工件幾何形狀復雜多樣,僅僅憑借設計者的經驗進行排樣幾乎不可能得到最佳的材料利用率。隨著計算機技術的不斷發展,許多學者對毛坯排樣優化算法與系統開發進行了研究,提出了加密點逐步移動判定法[1,2]、水平平行線分割法[3]、頂點算法[4]、高度函數法[5]、包絡矩形法[6]等各種算法,但這些算法在具體實施過程中會出現一些問題,如圖形加密易導致排樣圖形與原圖形之間產生差異而使計算精度降低,逐步平移具有盲目性且計算時間長,采用等距放大技術存在自身自交干涉等問題。本系統吸取以往各種排樣優化算法的精華的同時,提出了一種全新的、可適用于任意圖形的算法-改進的包絡矩形法,克服了上述算法的缺陷,并且大大提高了排樣的計算效率。
2 毛坯排樣數學模型的建立
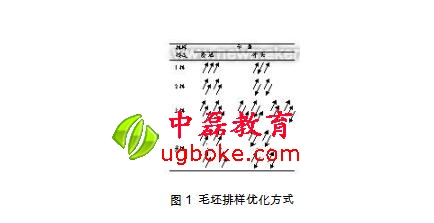
在實際沖壓中,可能有各種類型的排樣方式,如圖1所示,其中箭頭代表毛坯。毛坯排樣模塊應能處理各種類型的排樣,如單排、雙排、3排、多排等,對于設計者最關系的材料利用率,可用數學由圖2所示的參數α和u決定[7]。α是毛坯圖形的旋轉角度,α∈[0,π];β()為毛坯在旋轉α角度時的垂直方向高度;u是兩相鄰毛坯圖形在垂直方向上的相對錯移量,其約束范圍隨排樣類型的不同而異:普通單排時, u= 0;對頭單排時, u= β(α);普通雙排時,u∈[-β(α),0];對頭雙排時,u∈[-β(α),β(α)]。為了簡化問題的處理,只考慮同一種毛坯在“無限長”條料上的排樣,則材料利用率當僅考慮材料利用率指標時,排樣優化問題即在于尋找和的最佳值,使目標函數

在約束區域內達到最大值。式中:P(α,u)為進給步距;W(α,u)為料寬;n為一個步距內的毛坯數;A為 單個毛坯的面積。
毛坯排樣一般應滿足以下工程要求如下[8]:
① 具有較高的材料利用率。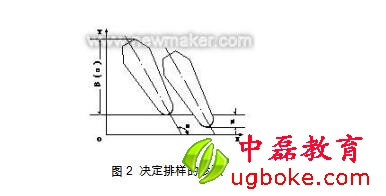
② 考慮材料的各向異性,對于帶彎曲成形的沖壓件,要求彎曲線與條料纖維流向在一定的角度范圍內,以避免彎角處出現裂紋,如圖3所示。
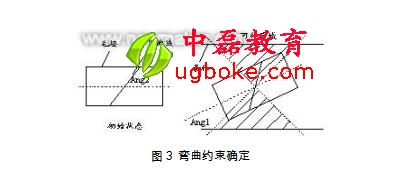
以規則約束形式表述:Ang1= 當前毛坯的旋轉角;Ang2= 彎曲線角度,則:
If ( }) THEN (方案可行)
}) THEN (方案可行)
③考慮料寬約束(最大/最小料寬給定)或步距約束(最大/最小步距給定)以滿足用戶特定的材料寬度或送進量要求。
④ 考慮模具結構設計的合理性。
⑤ 步距與料寬計算應準確(在許用誤差范圍內)。
由此可見,毛坯排樣是一個建立在多約束條件下的復雜的優化問題。由于問題的高復雜度(被稱為NP完全問題),無法用數學方法找到精確解,而只能借助經驗性方法求得近似解[9]。因此,根據問題的特點和約束建立優化模型,采用枚舉優化方法更接近生產實際,即程序自動遍歷各種排樣角度和多排時的各種錯移量,求出各種可能的排樣方案,可以大大縮小解空間,從而加快求解過程。
3 系統模塊結構
毛坯優化排樣系統由五個基本模塊組成,即圖形信息輸入、初始排樣參數輸入、優化排樣、排樣方案選擇與圖形生成、排樣方案修改:
3.1 毛坯圖形信息輸入模塊
毛坯圖形信息輸入模塊完成毛坯圖形信息獲取、圖形封閉性檢查、圖形面積計算等操作,將圖形信息記錄進為后續模塊提供初始參數。用于排樣優化的圖形元素均為直線段、圓弧和圓,用面向對象方法(JAVA語言描述)對排樣結果進行定義,將每一個圖元定義為一個數據結構CgraphNode,將一個封閉的圖形集定義為CgraphSet,將幾個圖形集定義為CgraphSetArray,如:
public class CGraphNode { intm_nType; //表示圖元的類型
CLine2dSEG_LINE;//當該圖元為直線段時,指向其指針
CArc2d SEG_ARC;//當該圖元為圓弧段時,指向其指針
CCircle2dSEG_CIRCLE; //當該圖元為圓時,指向其指針}
3.2 初始排樣參數輸入
這包括排樣方式的選擇、排樣角度優化范圍輸入(缺省值為0°-180°)、角度增量值、彎曲約束輸入、搭邊值輸入(包括上、下搭邊及工件間搭邊值)、料寬定義等,將參數記錄進數據結構BlankLayoutMode中:
public BlankLayoutMode(){
int m_nModeType; //排樣方式
intm_nAngleStart,m_nAngleEnd,m_nAngleInc;//優化排樣開始角度、終止角度、角度增量
doublem_dIncY;// 多排時Y方向的錯移量
int m_nElaborate;// 細化角度范圍值
intm_nAngleConstraint;//彎曲約束值
doubledTopWeb,dBottomWeb,dProgWeb;// 上搭邊值、下搭邊值、工件間搭邊值}
3.3 優化排樣
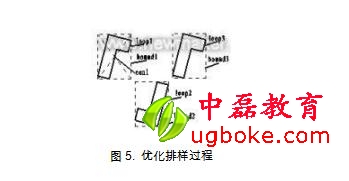
優化排樣算法的核心是圖形的旋轉、移動和步距的計算,本系統提出了一種全新的、可適用于任意圖形的算法-改進的包絡矩形法,從而避開了如圖形加密易導致排樣圖形與原圖形之間產生差異而使計算精度降低、逐步平移具有盲目性且計算時間長、采用等距放大技術出現圖元自身產生自交干涉等問題。改進的排樣算法將步距求解問題轉化為兩圖元之間水平距離函數的極值求解問題,在保證排樣參數計算精度和計算效率的前提下,降低了系統對復雜圖形數據處理的難度。下面以最具代表性的對頭雙排排樣為例,圖4給出了對頭雙排算法的流程圖,材料利用率η=η(α,u),α為當前排樣角度,u為雙排的Y向錯移量,其詳細步驟如下:
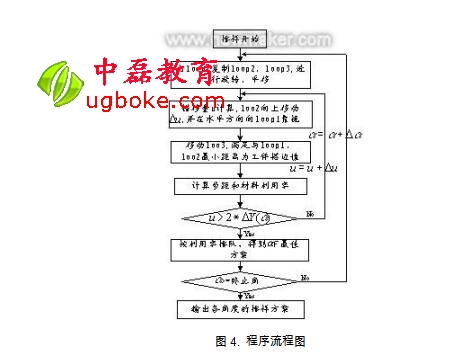
① α在角度下,采用最小包絡法得到毛坯圖形loop1的矩形包絡線bound1,并得到bound1的中心點cen1。
② 復制圖形loop1得到loop2和loop3,以cen1為旋轉中心將loop2旋轉180°,得到loop2和loop3的矩形包絡線bound2和bn3,將loop2向Y負方向移動大于bound2高度再加一個工件間搭邊值的距離,然后再向X正方向移動大于bound2寬度加一個工件搭邊值的距離;將loop3向X正方向移動大于2倍于bound3寬度加一個工件間搭邊值的距離,從而保證排樣開始階段各圖形不產生干涉。
③ 將loop2向Y正方向平移△u的距離,將loop1和loop2分解為圖元,包括各段的直線和圓弧,遍歷每段圖元間的距離,得到這些距離中的最短距離,如果最短距離與工件間搭邊值之差的絕對值大于給定的誤差值dT,則在水平方向移動loop2,移動距離為最短距離減去工件搭邊值。再求最短距離并移動,直到滿足誤差要求,然后記錄下loop2當前的位置。
④ 遍歷loop3與loop2、loop1各段圖元的距離,方法與上一步相同,當滿足誤差dT時,停止移動,記錄下loop3當前的位置。
⑤ 計算loop3與loop1同一段圖元開始點的坐標值,兩個X坐標值之差的絕對值就是所需的步距值,并計算當前Y向錯移量下的材料的利用率。
按上述③-⑤步驟對u不斷進行循環,得到不同u時的材料利用率,將利用率最大的方案作為此角度下的最終排樣結果。然后對角度α進行循環,記錄每一角度下的最佳排樣方案,并將每一角度下的結果參數,如利用率、料寬、步距等記錄到數據結構CblankLayoutResult中:
public class CBlankLayoutResult {
public String nModeName;//排樣名稱
public int nAng; //當前角度
public double dRatio; //材料利用率
public double dProg; //步距
public double dTopWeb,dBottomWeb,dProgWeb //上搭邊值、下搭邊值、工件間搭邊值
public double dStripWidth;//條料寬度
public CVector2d vecMove; //Y向錯譯量
public double netArea;//單個毛坯凈面積
}
3.4 排樣方案選擇與圖形生成
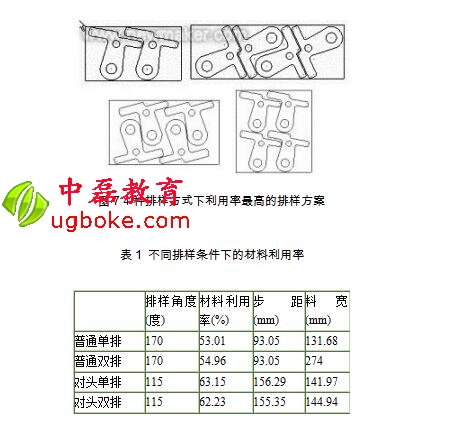
如圖6所示,系統為用戶提供了排序功能,可按照排樣角度、利用率、步距、料寬等參數按大小順序排列,在用戶選擇了某種方案后,通過預覽功能顯示真實的排樣圖,可以方便地進行方案比較。

表1為利用率最高時的四種排樣的數據,圖7為經過排樣優化得到的材料利用率最高的四種排樣方案。通常情況下,考慮采用小噸位設備和模具結構簡單,多采用普通單排,實際上該情況下材料利用率并非最高。當提高材料利用率是最為關心的問題時,則需采用雙派排樣模式,從而可使得材料利用率提高近10%。
|
|
排樣角度(度) |
材料利用率(%) |
步距(mm) |
料寬(mm) |
|
普通單排 |
170 |
53.01 |
93.05 |
131.68 |
|
普通雙排 |
170 |
54.96 |
93.05 |
274 |
|
對頭單排 |
115 |
63.15 |
156.29 |
141.97 |
|
對頭雙排 |
115 |
62.23 |
155.35 |
144.94 |
5.排樣方案修改
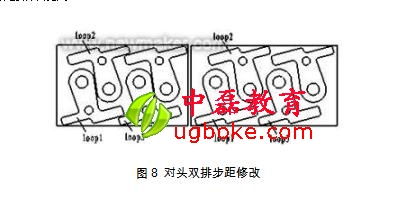
主要指根據用戶的修改需求并結合計算結果動態地修改毛坯排樣圖,包括以下功能:排樣方案的重新選擇,步距、料寬、搭邊值、錯移量的修改,材料利用率的重新計算,排樣圖的動態顯示。其中,對頭單排和對頭雙排步距的修
改比較復雜,如圖8所示,本系統采用了罰函數法,首先判斷loop2移動的方向,然后由懲罰因子加速loop2的移動,直至滿足位置精度要求。通過修改錯移量這種交互式的排樣修改方式,本系統可以實現自動排樣較難解決的嵌套排樣問題,提高了系統的優化排樣能力。
4結束語 沖壓優化排樣是沖壓工藝數字化設計中的重要環節,本系統以面向對象語言JAVA為開發工具,高端的CAD/CAM/CAE軟件I-DEAS9.0作為圖形平臺,提出了改進的包絡矩形排樣方法,能夠高效、準確地對各種復雜圖形進行優化排樣,已成功地應用于株洲電力機車廠冷沖模設計與生產中,產生了良好的經濟效益。
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!