五金零件表面處理工藝噴砂工藝講解
工藝說明
1:技術介紹
1.1總體技術
主要通過機械微粒的沖擊在產品表面得到一層粗細分布均勻的宏觀粗糙表面。
1.2不同子項
玻璃珠砂面、白鋼玉沙面、鋼砂砂面、水砂砂面、電鍍砂面
1.3 相近技術對比
玻璃珠砂面成本低,砂面美觀,但容易變形。
白鋼玉砂面成本高,砂面呈多角度反射效果,不易變形。
鋼砂用的時間久,不易碎,尤其適用于有狹縫的產品。
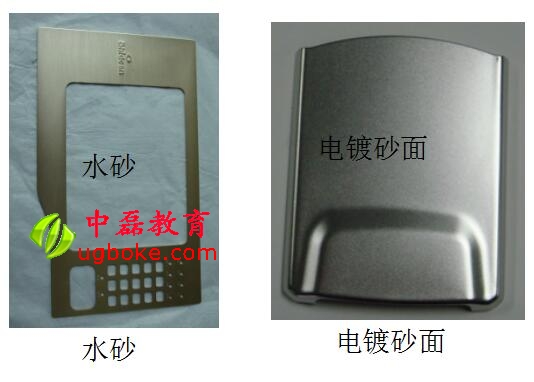
水砂砂面適用于較薄容易變形的場合,但砂面外觀相對稍差。
電鍍砂面比較細膩,接近細砂面和霧面效果。
2.2生產流程
機械砂面: 上掛---清洗---噴砂—檢驗—后處理
水砂砂面: 上掛—清洗—前處理—腐蝕砂面---后處理
電鍍砂面: 上掛-清洗—前處理---底層電鍍—鍍砂面—面層電鍍—后處理
2.3 樣品照片
材料加工介紹
1:適用材料
1.1工藝對材料的要求
玻璃珠砂面、白鋼玉沙面、鋼砂砂面、水砂砂面適用于鋁產品,對于0.5MM厚度以下的最好選用水砂砂面和白鋼玉砂面,對于0.5MM以上的可以用玻璃珠砂面、白鋼玉沙面、鋼砂砂面。
玻璃珠砂面、白鋼玉沙面、鋼砂砂面、水砂砂面、電鍍砂面適合于所有的不銹鋼產品,但是腐蝕砂面粗細管控稍差。同時0.5MM以下的產品最好選用白鋼玉沙面、水砂砂面、電鍍砂面,防止變形

2:加工的前后期
2.1流程的介紹
清洗主要用于去除沖壓和機械加工過程中油污和臟物。
前處理主要是為噴砂和腐蝕或電鍍準備清潔的可以處理的表面。
噴砂工序主要管控的參數是噴砂的壓力和砂號,壓力一般從0.8-3.5KG/CM2 ,砂號一般從60# 到320# 。
電鍍砂面主要用珍珠銅和珍珠鎳,主要通過電解液中的懸浮物產生沉積砂面。
2.2 流程中對外觀的影響(色彩、良率等)
機械噴砂對外觀的影響較小,但是容易變形。
水砂對外觀的影響較大,但是不易變形。
各有優缺點。
趨勢分析
1:環保要求
從環保要求來說,我們應該盡量使用機械砂面而少使用水砂砂面和電鍍砂面。
2:技術發展
從技術層面來講,對于一些薄的,以變形的工件我們還是應該發展非機械砂面。而且隨著電鍍添加劑技術的進步,電鍍砂面會有更多的應用,腐蝕砂面和電漿拋光技術的合用也會促進腐蝕砂面的應用。近日發展的局部噴砂技術一定也會越來越多地使用在金屬裝飾件行業。
3:可替代的技術
目前的許多機械噴砂由于粉塵的原因可能今后會部分用濕噴砂代替,同時隨著腐蝕環保材料的進步和清洗水的100% 綜合治理,化學砂面還是會部分取代機械噴砂技術。

產品設計注意點
1:外觀面應用該工藝的要求和建議
產品需要機械噴砂砂面時,產品的厚度一般在0.5MM以上,否則就要考慮
由于噴砂變形的影響對產品的影響。
2:色彩注意點
對于鋁工件可以有各種各樣的顏色可以選擇。
對于不銹鋼工件可以選擇的顏色范圍就比較小。
3:工藝優缺點
同工藝說明1.3
一些問題
1:影響良率的因素
噴砂變形
材料滾壓紋砂面細遮蓋不到,材料內部缺陷紋路氧化后反映出來
化學拋光后造成砂面粗細、光啞度的變化
返工造成的厚度改變
2:性能測試要求
對于鋁工件:百格、鹽霧(或PH=4.7 人工汗),紫外光耐曬
對于不銹鋼:百格、人工汗、RCA耐磨
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!