學幣充值,登錄后點此進入 看到想學的圖紙案例,可以私人訂制視頻教程
檔案編號:CP2021-090
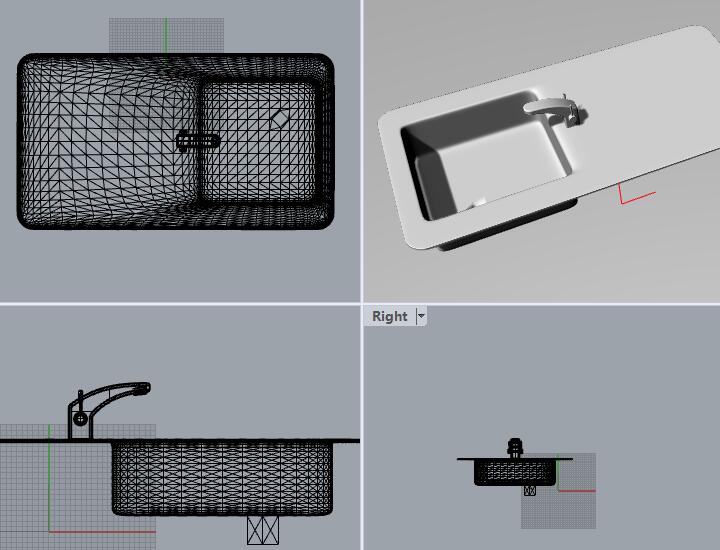
不銹鋼水槽最早出現在歐美國家,中國不銹鋼水槽最先出現在臺灣,90年代初臺商到大陸投資建廠時引入了不銹鋼水槽,早期有滿堂春水槽,后期還有墨林水槽等。
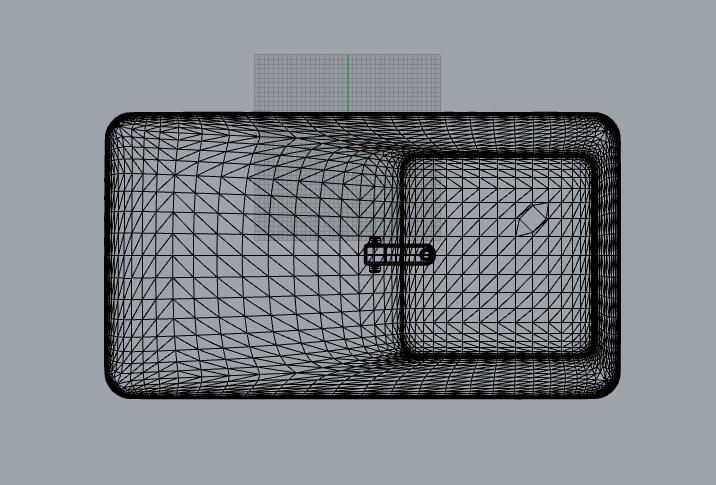
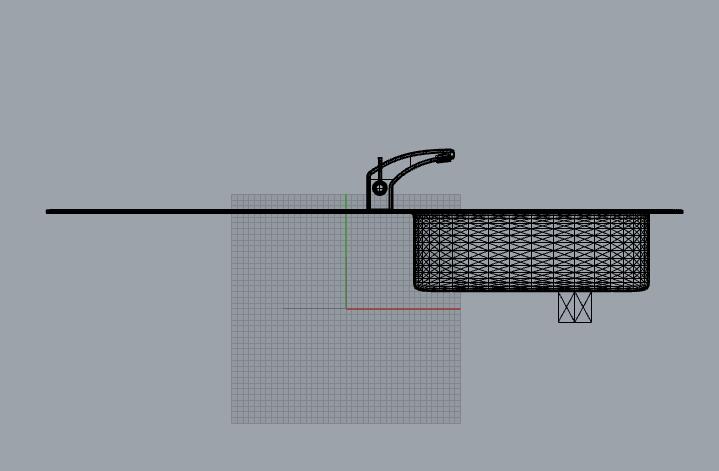
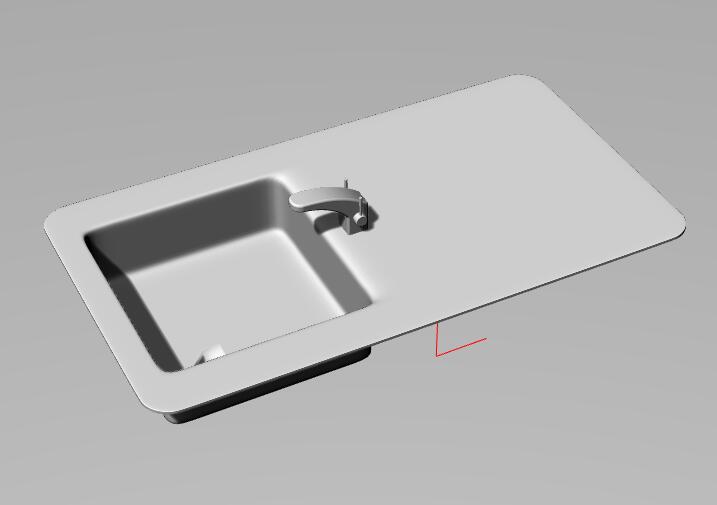
采用不銹鋼材做為生產不銹鋼水槽的原材料,經過一體拉伸或者焊接的方式進行主體上的加工,再進行表面處理后成型的產物,用于櫥柜的安裝不可缺少的一部分,最后成品用于現代廚房做為洗菜或者洗碗不可缺少的工具之一。
拉伸成型
1、機器:一般利用較大噸位的油壓機(200T)以上,對板材進行模具拉伸。
2、模具:角度不能過直,一般直接φ10以上,結構要合理。
3、材料:一般要求板材厚度范圍0.8-1.0mm以內,超過這個范圍,即使500T的油壓機也無力了。
4、熱處理:整體拉伸的水槽一般都需要高溫退火處理,一般是1200度以上的溫度,消除拉伸后的內應力。
5、表面處理:拉絲、打磨、拋光(一般為光面)
6、工藝:在板材加入模具拉伸油后,平穩地進行拉伸即可,成型后退火處理,再進行表面處理。
手工成型
1、機器:一般使用折彎機、油壓機成型,氬弧焊機進行焊接。
2、夾具:折彎夾具、油壓機模具。
3、材料:由于工藝采用折彎,對板材的厚度限制不大,一般根據經濟采用合理厚度。
4、焊接:根據材料厚度,可選用不同的焊接電流,例如1.2mm選用220A以下焊接電流。
5、表面處理:拉絲、打磨、拋光(一般為光面)
6、工藝:一般先對板材進行折彎成型,再好像折紙盒子一樣,對邊縫進行焊接,最后進行表面處理。
工藝對比
底焊盆在目前(2012年)的技術條件下是最佳的,原因是:整體拉伸的水槽一般都需要高溫退火,一般是1200度以上的溫度,經過這樣處理后的水槽,鋼性自然變弱,水槽的硬度肯定就打折扣了,這是其一;
第二、一般采用的鋼板厚度為0.8-1.0mm,那么超過這樣的厚度,可以說,即使是500噸的液壓機都無濟于事,所以,從這一點講,整體拉伸的盆,厚度難以保障;
第三,在邊處理方面,整體拉伸的盆,一般為單層翻邊,一方面很有可能割傷安裝工人的手,最重要的是沒有""加強筋"",承載重量不夠好,同時,也很難起到封水的效果;第四,整體拉伸可能面板很難做到平整;
工藝缺陷
對于對焊盆,最難做到的就是保證盆表面的平整,如果能夠保證,那么它真的是最好的方式了,因為:它跟整體拉伸一樣用材,還可以解決一體拉伸的拉伸難題,但市場上很多對焊盆,都很難做到完美;
對于底焊,個人覺得,是最成熟也是最好的成型技術。前提是,一定要是數控焊接。手工焊接盆,很容易出現焊接點不均勻,實際就是不斷補焊落下的痕跡。引用最先進的數控焊接技術,而數控焊接就避免了虛焊,漏焊等現象。
本文由中磊教育原創,轉載請注明出處!
中磊教育是模具設計與制造專業人才技術交流平臺,我們為你呈現模具設計教程、模具制造經驗。
如果你是模具行業工作者,想分享技術、傳承經驗,請發郵件到 838676806@qq.com申請原創作者(有稿酬,具備圖紙、模具經驗、案例、教程者均可申請)。
中磊教育常年開設模具設計、產品編程\模具編程、產品造型、五金模具設計、壓鑄模具設計等課程,小班授課,隨報隨學,歡迎垂詢:15217189306
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!