沖裁間隙值的確定,一般使用的是經驗公式與圖表。
做沖壓模具鉗工、沖壓模具設計工作時間久了的人,因為經驗豐富,自然會比較了解、知道各種不同的產品,包括它的材料、尺寸和外觀精度要求,以及模具該怎么設計才能順利生產出合格的產品,怎樣減少模具維修、修模次數等,拿到產品圖,心里自然的就會想到這個模具結構大概是個什么樣子,各種數值心里都有數。
沖頭與刀口的間隙對沖壓件質量、沖壓模具壽命都有很大的影響。因此,設計沖壓模具時一定要選擇一個合理的間隙,以保證沖壓件的斷面質量、尺寸精度滿足產品的要求、所需沖裁力小、沖壓模具壽命高。但分別從質量、沖壓力、沖壓模具壽命等方面的要求確定的合理間隙并不是同一個數值,只是彼此接近。
考慮到沖壓模具制造中的偏差及使用中的磨損、生產中通常只選擇一個適當的范圍作為合理間隙,只要間隙在這個范圍內,就可沖出良好的制件。沖壓模具在生產過程中,會不斷磨損兒使間隙增大,設計與制造新沖壓模具時要采用最小合理間隙值。
沖壓模具沖裁間隙,根據工廠老師傅多年來對模具的研究和改進的經驗,尺寸精度、斷面垂直度要求高的制件應選用較小間隙值,斷面垂直度與尺寸精度要求不高的沖壓件,應以降低沖裁力、提高沖壓模具壽命為主,可采用較大間隙值。其值可按下列經驗公式來計算:
軟材料:
材料厚度t< 1 mm, 沖裁間隙c=(3% ~ 4%)t
t = 1 ~ 3mm, c = (5% ~8%)t
t = 3 ~ 5mm ,c =(8% ~10%)t
硬材料 :
t <1mm,c = ( 4% ~5% )t
t = 1 ~ 3mm, c = ( 6% ~8% )t
t = 3 ~ 8mm, c = ( 8% ~ 13%)t
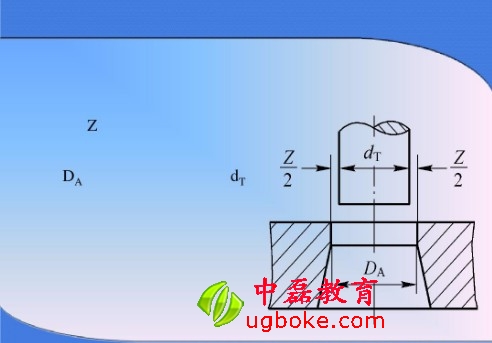
以下是書本上的理論知識,主要依據是保證上下裂紋會合,以便獲得良好的斷面。

根據三角形 ABC的關系可求得間隙值c為:
c =( t – h0 ) tanβ = t (1-h0/t) tanβ
式中, h0—— 凸 模切入深度;β——最大剪應力方向與垂線方向的夾角。
從上式看出,間隙 c與材料厚度t、相對切入深度h 0/t以及裂紋方向β有關。而h0與β又與材料性質有關,材料愈硬, h 0/t愈小。
因此影響間隙值的主要因素是材料性質和材料厚度。材料比較硬或比較厚,間隙值越大。
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!