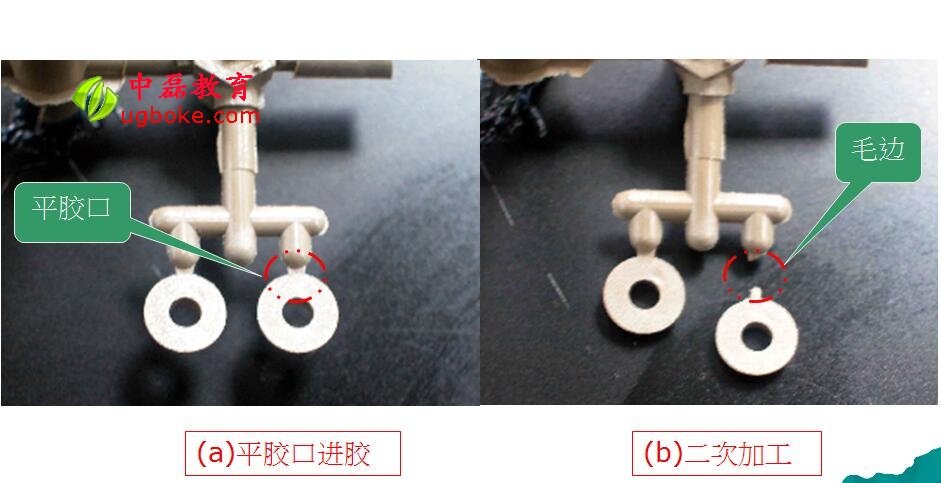
模內切除進膠品樣式:
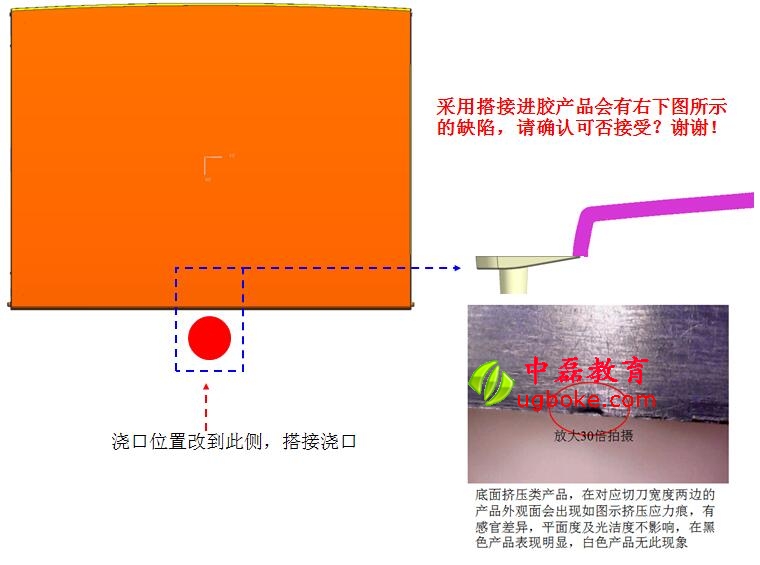
模內切除采用搭階式進膠,如果進膠口加工不好,其會產生如下圖的所示的產品不良;
料頭的頂針要與刀口鑲件做平;

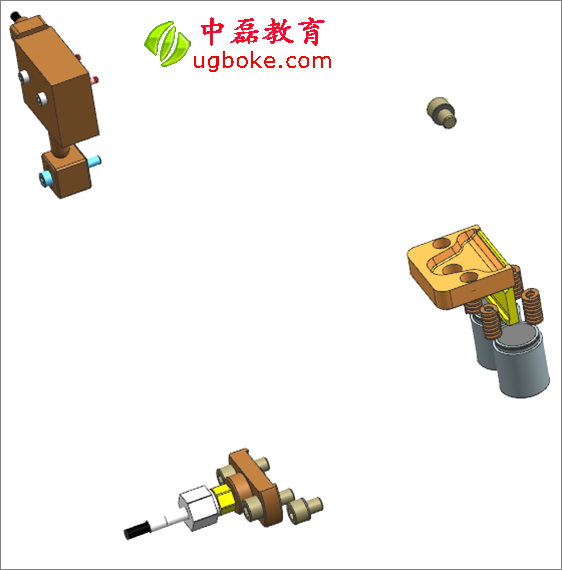
模內切系統標準件:
1.下圖所示零件由模內切公司提供
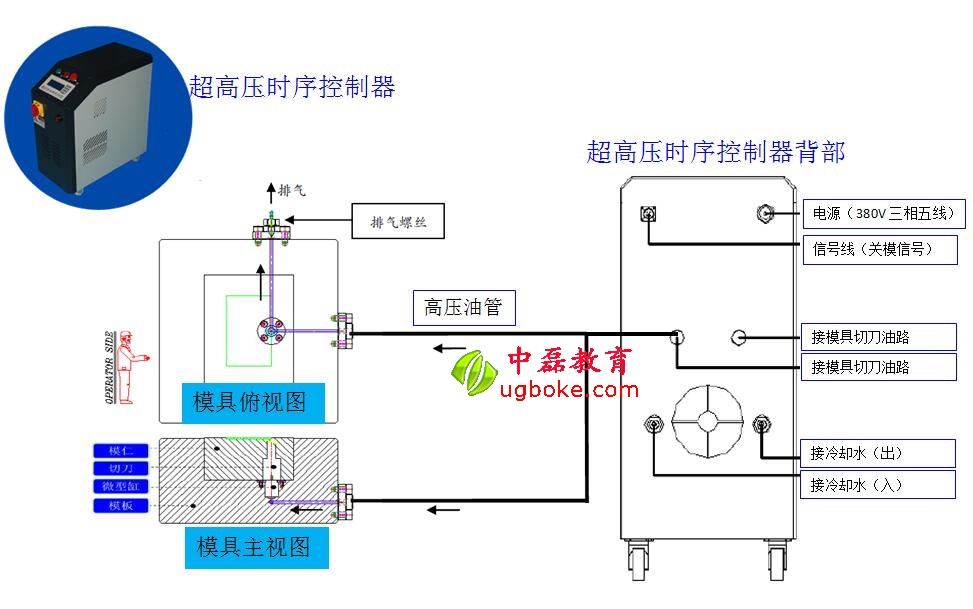
2.模內熱切相關油路密封圈,油管接頭由模內切公司提供
3.其他零件需客戶自制或請購.
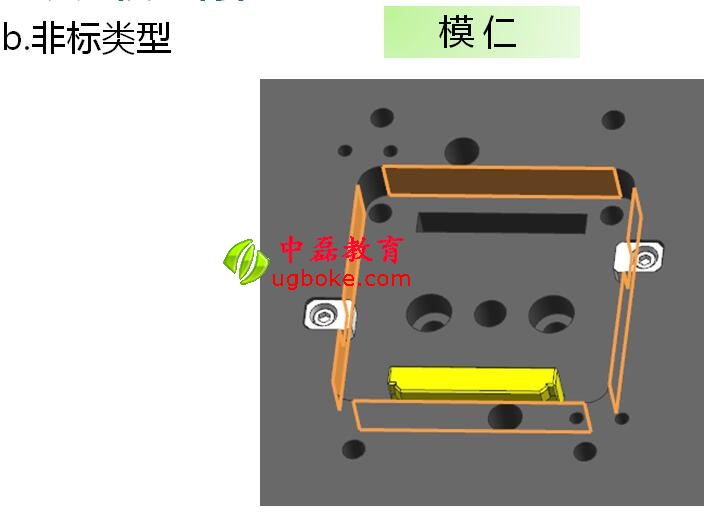
4.模仁、模板相關特征需客戶加工。
5.相關螺絲需客戶自備.
模內切進膠口系統零件清單;

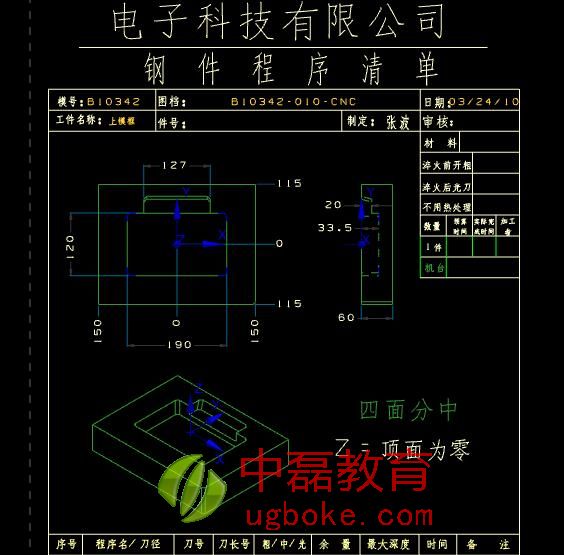
首先需確保此套模具無脹模,否則會影響產品熱切效果,以下所用圖片和本套模具無直接關系,只為加工提供參考,以免精度走失,影響交期和模內切效果,請務必將此報告擴散到加工及鉗工等相關部門。
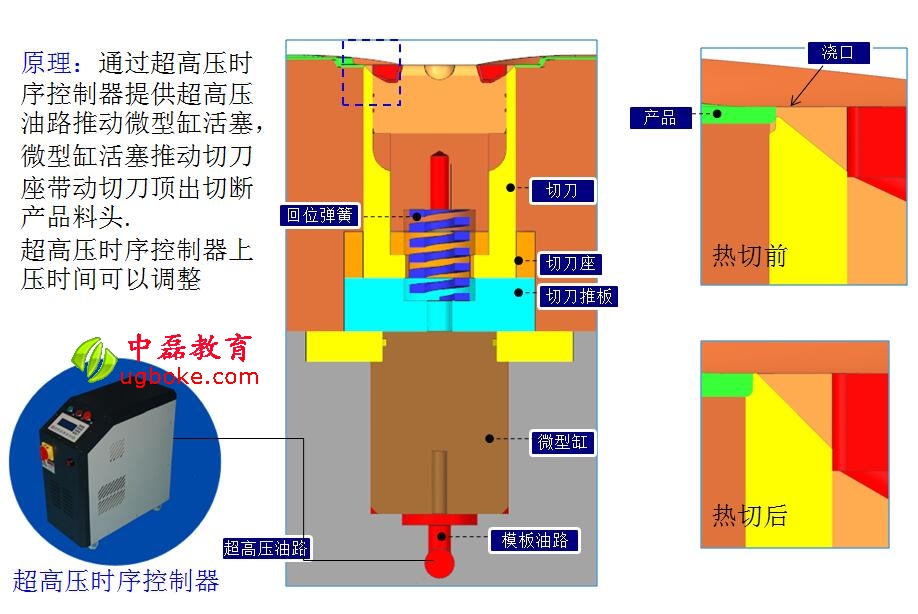
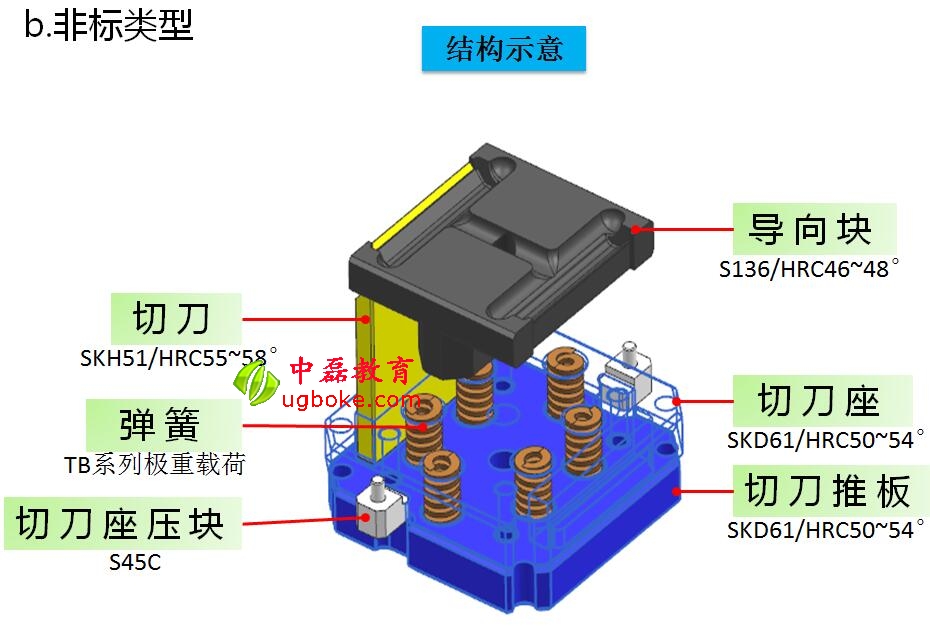
通過超高壓時序控制器提供超高壓油路推動微型缸活塞, 微型缸活塞推動切刀座帶動切刀頂出切斷產品料頭.超高壓時序控制器上壓時間可以調整。
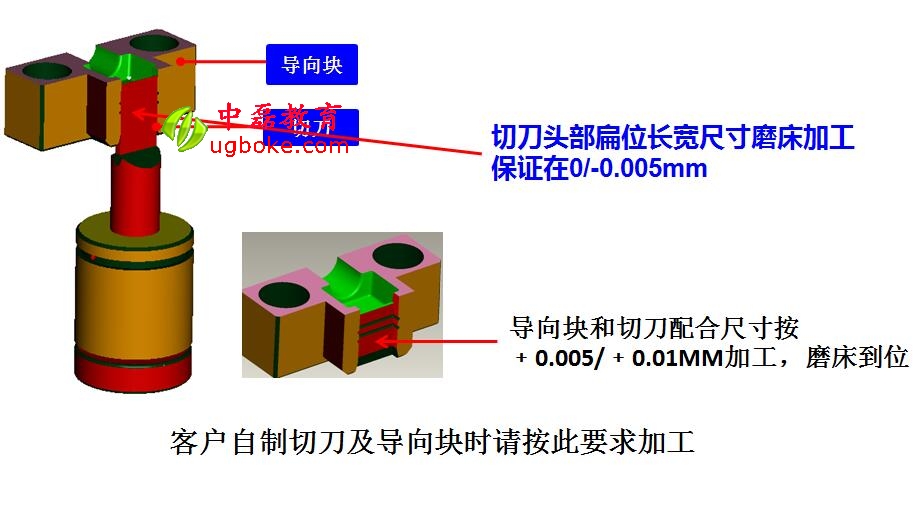
切刀和導向塊配合間隙為單向雙邊0.01mm;
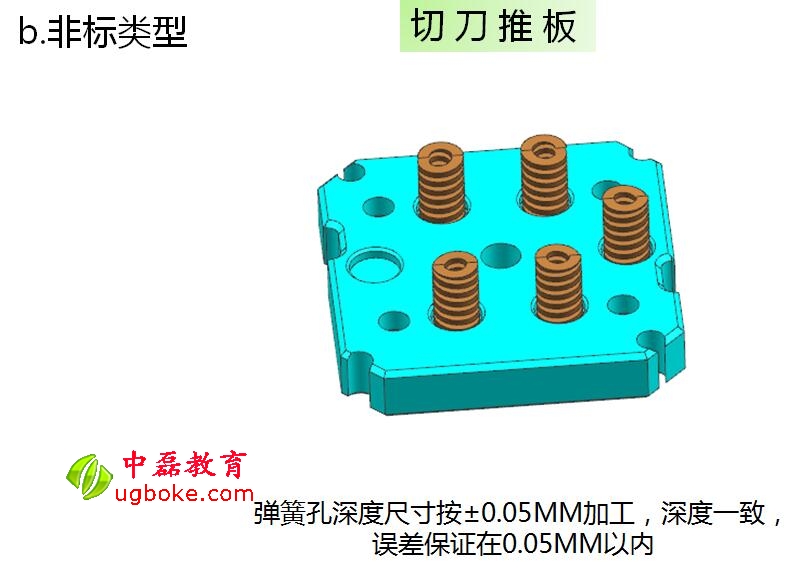
彈簧孔深度尺寸按±0.05MM加工,深度一致,誤差保證在0.05MM以內;
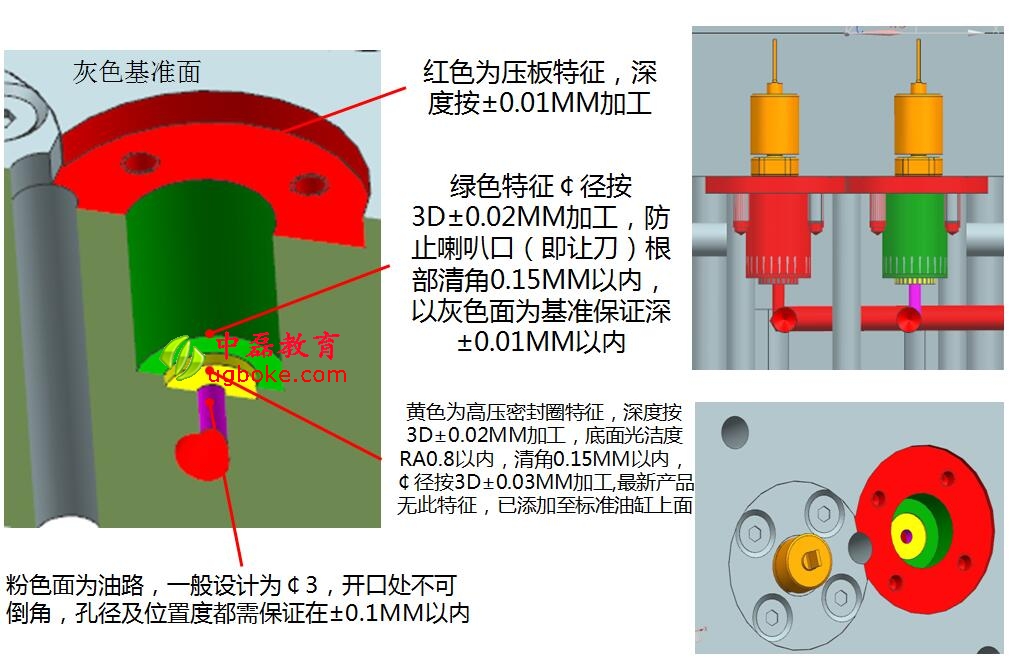
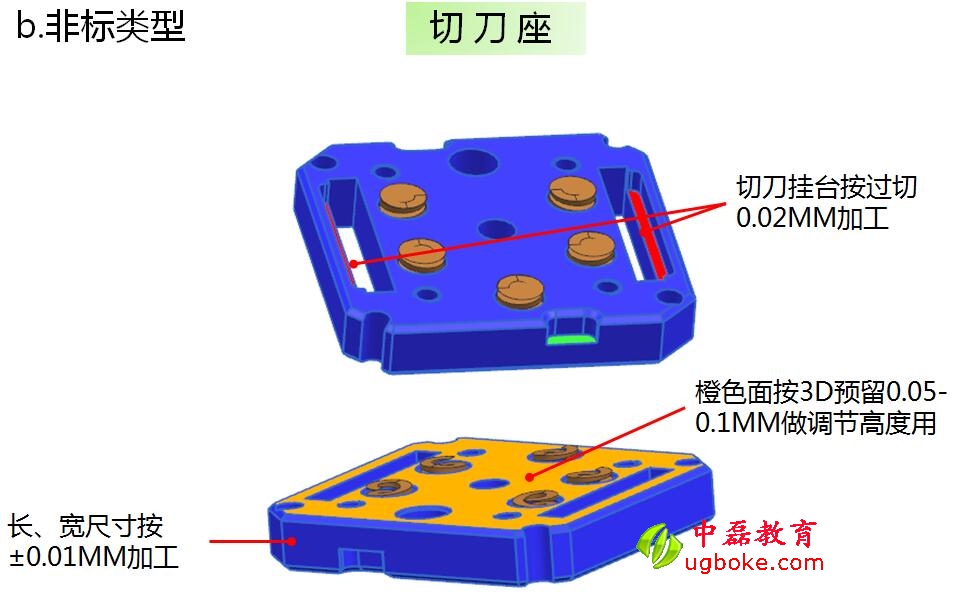
橙色面與切刀座滑配,雙邊公差及深度均按±0.01MM加工。同時保證平面度及垂直度;
正常情況下切刀及導向塊由模內切公司提供,重要部位及參與封膠尺寸均保證在0.01MM以內,極重要尺寸±0.002MM內;
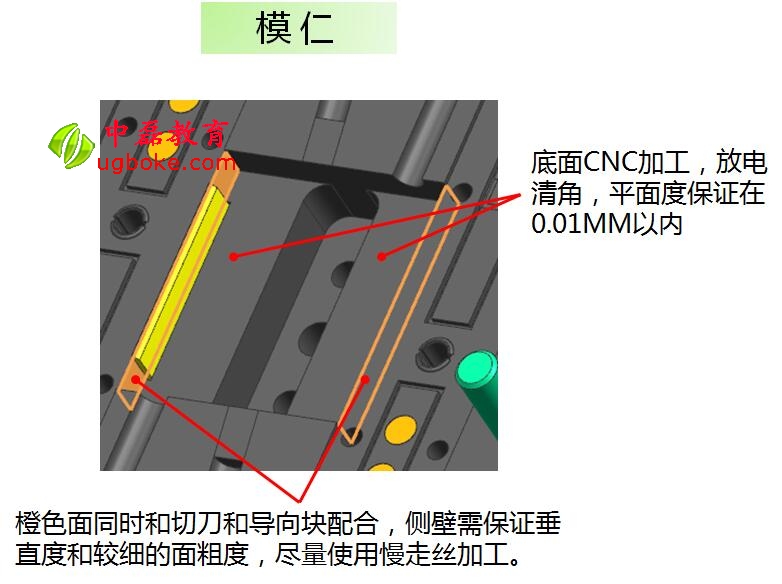
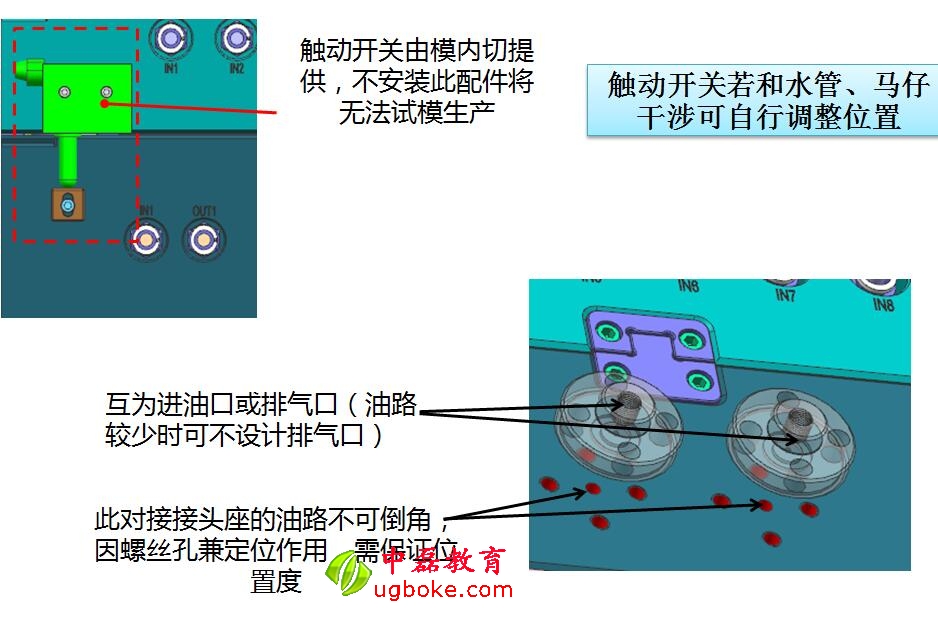
堵油孔底部需保證平面度和光潔度,不需倒角;

觸動開關由模內切提供,不安裝此配件將無法試模生產;
本文是中磊教育原創文章,轉載此文章請注明出處(中磊教育)及本頁鏈接:http://www.zhongli168.net.cn/muju/suliao/385.html。
中磊教育是模具設計與制造專業人才技術交流平臺,我們為你呈現模具設計教程、模具制造經驗。
如果你是模具行業工作者,想分享技術、傳承經驗,請發郵件到 838676806@qq.com申請原創作者(有稿酬,具備圖紙、模具經驗、案例、教程者均可申請)。
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!