(1)投影角法:
模具圖及產品圖的繪制采用第三角投影法。用1:1的比例,這樣比較直觀,易發現問題。
(2)圖檔命名:
DWG圖檔的命名采用下面的方式:
第一段:固定為YMD
第二段:為4位的流水號加1個字母A,B,C,D,E等,流水號為代表一個項目,開始于0001。字母A,B,C,D等代表項目里的每一個產品,從字母A開始。一般面殼為A,電池蓋為B。
第三段:為1位或2位的數字,代表第幾套模具。
舉例如:YMD-0210A-1, YMD-0301B-2等。
第一次改模后的圖檔在名字后加上#1,如YMD-0301B-2#1。
第二次改模后的圖檔在名字后加上#2,如YMD-0301B-2#2。
改模圖檔的命名以此類推。
(3)圖檔儲存:
圖檔的儲存以每個項目為一個單位建目錄歸檔。含客戶提供圖,產品圖,工序圖,2D模具圖,3D銅公圖,及其他圖檔。3D圖檔采用PRO/E,STP,或IGS格式。
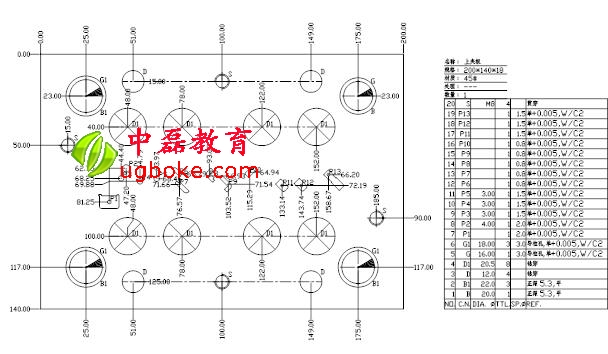
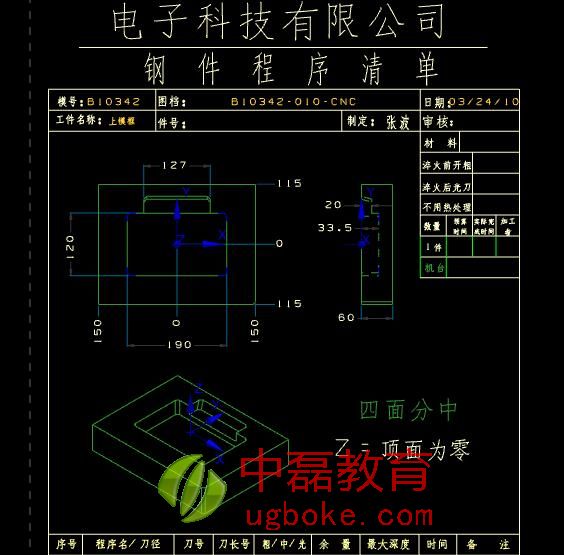
(6)模板及鑲件尺寸:
模板的尺寸需盡量調整到5的倍數,比較大的模板調整到10的倍數。需熱處理的且超過450的模板考慮以300為界進行分段,以減少熱處理變形。模板厚度盡量取這些數值: 8,10,12,15,18,20,22,25,30。鑲件的尺寸盡量調整到0.5的倍數,比較大的調整到1的倍數。一般情況鑲件的尺寸盡量取這些數值:4,5,6,8,10,12,15,18,20。
銅公料的尺寸比產品單邊大5~8,調整到5的倍數。

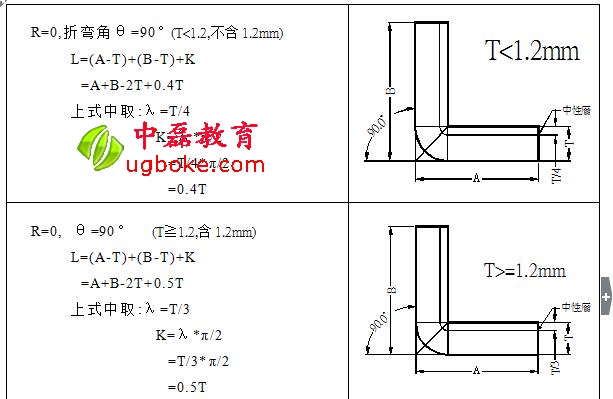
(7)產品展開:
板料在彎曲過程中外層受到拉應力,內層受到壓應力,從拉到壓之間有一既不受拉力又不受壓力的過渡層—中性層。中性層在彎曲過程中的長度和彎曲前一樣保持不變,所以中性層是計算彎曲件展開長度的基準。中性層位置與變形程度有關,當彎曲半徑較大,折彎角度較小時,變形程度較小,中性層位置靠近板料厚度的中心處,當彎曲半徑變小,折彎角度增大時,變形程度隨之增大,中性層位置逐漸向彎曲中心的內側移動。中性層到板料內側的距離用λ表示。
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!