一.毛胚材料加工:
1.銑六面對角尺(垂直度誤差不大于0.1/300),同一付模具材料長寬尺寸一致即可,厚度留0.2mm磨量(需淬火件留0.5mm磨量);棱邊倒角。
2.磨上下兩平面,(需淬火工件留0.3mm)
二.機加工:
1.根據圖紙分別鉆、攻各螺釘牙孔及過孔以及穿絲孔等;
2.銑各漏料孔或成形部分;
3.熱處理后,工件需磨上下兩平面及基準邊;
4.車加工各回轉件,公差按圖要求。
☆☆所有銷釘孔都不能先加工:需熱處理的鉆穿絲孔,其余都在裝配是配鉆、鉸
三.線割:
按圖紙規定的配合要求線割各個成型部分。
導柱、導套與模架緊配合;沖頭與固定板過渡配合;銷釘與各孔均為過渡配合。

四.裝配:
1.先按圖裝配模架,確保導柱、導套與模架垂直并運動順暢;
2.在模架上先固定凹模,按圖紙給定間隙將相應厚度的銅皮均勻地放在凹模周邊,再裝入凸模,試沖紙片確定四周毛刺均勻后,緊固凸、凹模并配打銷釘。(如果是復合模,還需對好沖頭間隙再固定凸、凹模)。
3.之后再裝好卸料及頂出機構
五.模具整體加工順序:
1.優先加工需要熱處理的工件
2.其次加工.需要線切割的工件
3.然后加工模架部件即上托和底座
4.再后加工其它部件。
5.裝配、試模
五金沖壓模具的分類
按完成工序的性質分類,包括沖裁模、彎曲模、拉深模等;按工序的組合程度分類,包括單工序模、級進模、復合模等;按自動化程度分類,包括全自動模、半自動模、手動模;按模具材料分類,包括聚氨酯橡膠模、鋼模等;。。。。。。看你從哪個角度說。如果是按第一種分類,具體包括沖孔模、落料模、切邊摸、切斷模、剖切模、整修模、切舌模、彎曲模、拉彎模、拉伸模、卷圓模、脹形模、翻邊模、翻孔模、縮口模、擴口模、整形模、校平模、精沖模等。
一般可按以下幾個主要特征分類:
1.根據工藝性質分類:
(1)沖裁模 沿封閉或敞開的輪廓線使材料產生分離的模具。如落料模、沖孔模、切斷模、切口模、切邊模、剖切模等。
(2)彎曲模 使板料毛坯或其他坯料沿著直線(彎曲線)產生彎曲變形,從而獲得一定角度和形狀的工件的模具。
(3)拉深模 是把板料毛坯制成開口空心件,或使空心件進一步改變形狀和尺寸的模具。
(4)成形模 是將毛坯或半成品工件按圖凸、凹模的形狀直接復制成形,而材料本身僅產生局部塑性變形的模具。如脹形模、縮口模、擴口模、起伏成形模、翻邊模、整形模等。
2.根據工序組合程度分類
(1)單工序模 在壓力機的一次行程中,只完成一道沖壓工序的模具。
(2)復合模 只有一個工位,在壓力機的一次行程中,在同一工位上同時完成兩道或兩道以上沖壓工序的模具。
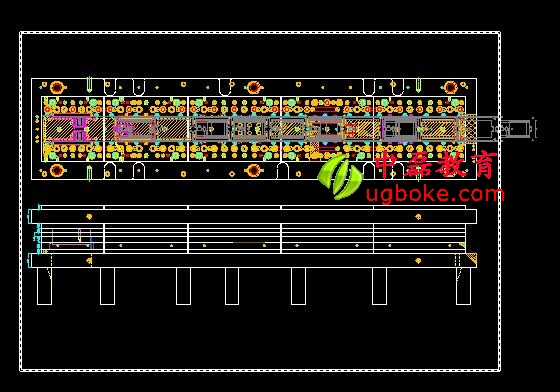
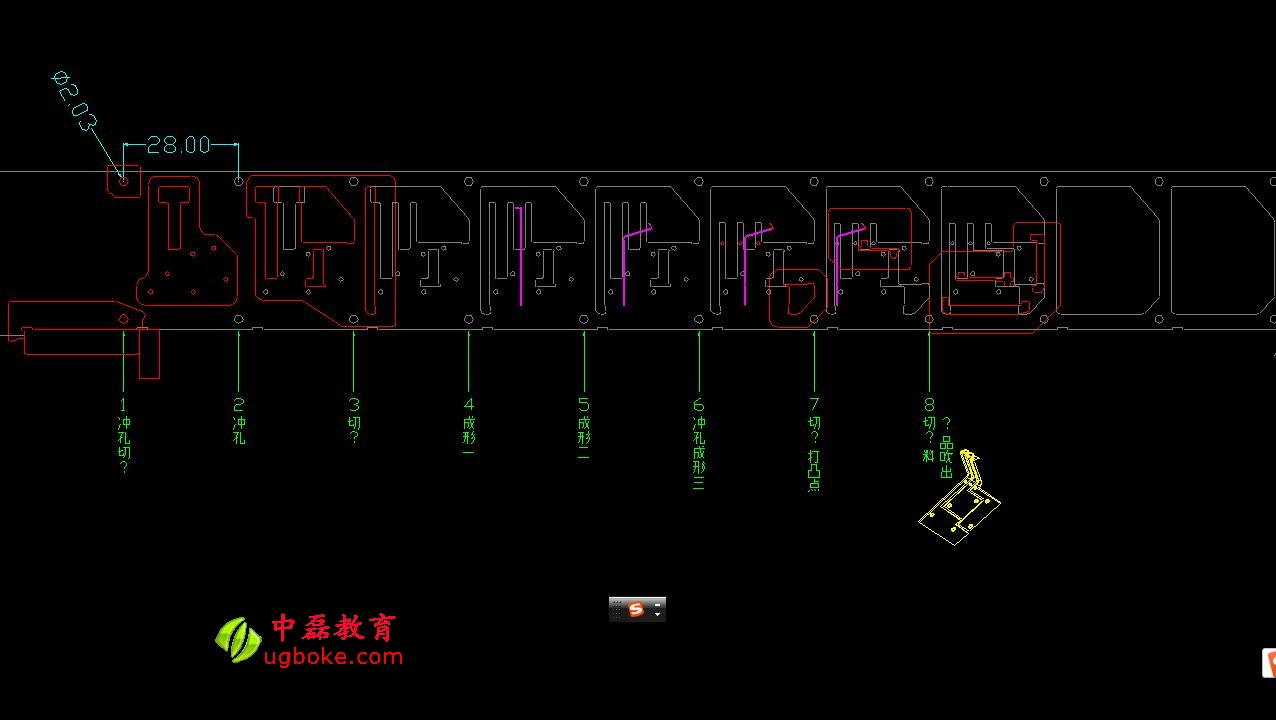
(3)級進模(也稱連續模) 在毛坯的送進方向上,具有兩個或更多的工位,在壓力機的一次行程中,在不同的工位上逐次完成兩道或兩道以上沖壓工序的模具。
五金沖壓模具|組合沖模|沖壓材料|精沖模
3. 根據材料的變形特點分類
由上、下模兩部分構成:上模由模柄、上模座、導套、凸模、墊板、固定板、卸料板和螺釘、銷釘等零件組成。
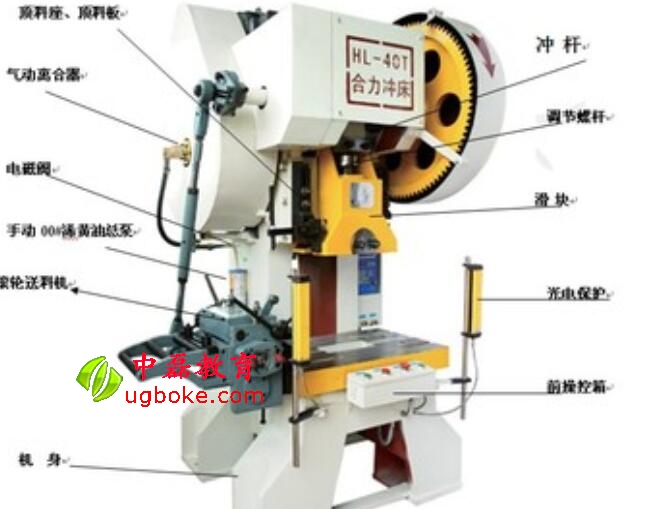
下模由下模座、導柱、凹模、導料板、承料板和螺釘、銷釘等零件組成。上模通過模柄被安裝在壓力機滑塊上,隨滑塊作上下往復運動,因此稱為活動部分。下模通過下模座被固定在壓力機工作臺上,所以又稱為固定部分。

通常模具是由二類零件組成:
一類是工藝零件,這類零件直接參與工藝過程的完成并和坯料有直接接觸,包括有工作零件、定位零件、卸料與壓料零件等; 一類是結構零件,這類零件不直接參與完成工藝過程,也不和坯料有直接接觸,只對模具完成工藝過程起保證作用,或對模具功能起完善作用,包括有導向零件、緊固零件、標準件及其它零件等。
應該指出,不是所有的沖模都必須具備上述六種零件,尤其是單工序模,但是工作零件和必要的固定零件等是不可缺少的。
中專技校鉗工實驗室實習工作臺配置單:
鉗工實驗室(一張桌4座/組)每組詳細配置如下:可以完成常用工具的認識和使用,錘、鋸、銼、鑿、劃線、裝配、調試、安裝、維修等教學工具。
序號 名稱 規格 單位 數量
1 鉗工桌(鋼木結構)
2 基本速成模型 套 1
3 臺虎鉗
4 鋼鋸架
5 圓銼刀
6 半圓銼
7 方銼刀
8 扁銼刀
9 三角銼刀
10 劃線平板 臺 2
11 榔頭
12 圓規
13 角尺 五金沖壓模具制作流程
一.毛胚材料加工:
1.銑六面對角尺(垂直度誤差不大于0.1/300),同一付模具材料長寬尺寸一致即可,厚度留0.2mm磨量(需淬火件留0.5mm磨量);棱邊倒角。
2.磨上下兩平面,(需淬火工件留0.3mm)
二.機加工:
1.根據圖紙分別鉆、攻各螺釘牙孔及過孔以及穿絲孔等;
2.銑各漏料孔或成形部分;
3.熱處理后,工件需磨上下兩平面及基準邊;
4.車加工各回轉件,公差按圖要求。
☆☆所有銷釘孔都不能先加工:需熱處理的鉆穿絲孔,其余都在裝配是配鉆、鉸
三.線割:
按圖紙規定的配合要求線割各個成型部分。
導柱、導套與模架緊配合;沖頭與固定板過渡配合;銷釘與各孔均為過渡配合。
四.裝配:
1.先按圖裝配模架,確保導柱、導套與模架垂直并運動順暢;
2.在模架上先固定凹模,按圖紙給定間隙將相應厚度的銅皮均勻地放在凹模周邊,再裝入凸模,試沖紙片確定四周毛刺均勻后,緊固凸、凹模并配打銷釘。(如果是復合模,還需對好沖頭間隙再固定凸、凹模)。
3.之后再裝好卸料及頂出機構
五.模具整體加工順序:
1.優先加工需要熱處理的工件
2.其次加工.需要線切割的工件
3.然后加工模架部件即上托和底座
4.再后加工其它部件。
5.裝配、試模
五金沖壓模具的分類
按完成工序的性質分類,包括沖裁模、彎曲模、拉深模等;按工序的組合程度分類,包括單工序模、級進模、復合模等;按自動化程度分類,包括全自動模、半自動模、手動模;按模具材料分類,包括聚氨酯橡膠模、鋼模等;。。。。。。看你從哪個角度說。如果是按第一種分類,具體包括沖孔模、落料模、切邊摸、切斷模、剖切模、整修模、切舌模、彎曲模、拉彎模、拉伸模、卷圓模、脹形模、翻邊模、翻孔模、縮口模、擴口模、整形模、校平模、精沖模等
一般可按以下幾個主要特征分類:
1.根據工藝性質分類:
(1)沖裁模 沿封閉或敞開的輪廓線使材料產生分離的模具。如落料模、沖孔模、切斷模、切口模、切邊模、剖切模等。
(2)彎曲模 使板料毛坯或其他坯料沿著直線(彎曲線)產生彎曲變形,從而獲得一定角度和形狀的工件的模具。
(3)拉深模 是把板料毛坯制成開口空心件,或使空心件進一步改變形狀和尺寸的模具
(4)成形模 是將毛坯或半成品工件按圖凸、凹模的形狀直接復制成形,而材料本身僅產生局部塑性變形的模具。如脹形模、縮口模、擴口模、起伏成形模、翻邊模、整形模等。
2.根據工序組合程度分類
(1)單工序模 在壓力機的一次行程中,只完成一道沖壓工序的模具。 (2)復合模 只有一個工位,在壓力機的一次行程中,在同一工位上同時完成兩道或兩道以上沖壓工序的模具。
(3)級進模(也稱連續模) 在毛坯的送進方向上,具有兩個或更多的工位,在壓力機的一次行程中,在不同的工位上逐次完成兩道或兩道以上沖壓工序的模具。
五金沖壓模具|組合沖模|沖壓材料|精沖模
3. 根據材料的變形特點分類
由上、下模兩部分構成:上模由模柄、上模座、導套、凸模、墊板、固定板、卸料板和螺釘、銷釘等零件組成。
下模由下模座、導柱、凹模、導料板、承料板和螺釘、銷釘等零件組成。上模通過模柄被安裝在壓力機滑塊上,隨滑塊作上下往復運動,因此稱為活動部分。下模通過下模座被固定在壓力機工作臺上,所以又稱為固定部分。
通常模具是由二類零件組成:
一類是工藝零件,這類零件直接參與工藝過程的完成并和坯料有直接接觸,包括有工作零件、定位零件、卸料與壓料零件等; 一類是結構零件,這類零件不直接參與完成工藝過程,也不和坯料有直接接觸,只對模具完成工藝過程起保證作用,或對模具功能起完善作用,包括有導向零件、緊固零件、標準件及其它零件等。
應該指出,不是所有的沖模都必須具備上述六種零件,尤其是單工序模,但是工作零件和必要的固定零件等是不可缺少的。
中專技校鉗工實驗室實習工作臺配置單:
鉗工實驗室(一張桌4座/組)每組詳細配置如下:可以完成常用工具的認識和使用,錘、鋸、銼、鑿、劃線、裝配、調試、安裝、維修等教學工具。
序號 名稱 規格 單位 數量
1 鉗工桌(鋼木結構)
2 基本速成模型 套 1
3 臺虎鉗
4 鋼鋸架
5 圓銼刀
6 半圓銼
7 方銼刀
8 扁銼刀
9 三角銼刀
10 劃線平板 臺 2
11 榔頭
12 圓規
13 角尺
14 鋼尺 150 把 4
15 劃針 長120 支 4
16 內外卡鉗
17 三角刀
18 鏟刀
19 油石
20 絲錐
21 扳牙
22 鑿子
23 什錦銼
24 手虎鉗
25 鋼鋸條
26 活動扳手
27 鋼絲鉗
28 一字批
29 十字批
30 呆扳手
31 鐵皮剪刀
32 絲攻扳手
33 扳牙扳手
34 尖嘴鉗
35 鋼絲刷
14 鋼尺 150 把 4
15 劃針 長120 支 4
16 內外卡鉗
17 三角刀
18 鏟刀
19 油石
20 絲錐
21 扳牙
22 鑿子
23 什錦銼
24 手虎鉗
25 鋼鋸條
26 活動扳手
27 鋼絲鉗
28 一字批
29 十字批
30 呆扳手
31 鐵皮剪刀
32 絲攻扳手
33 扳牙扳手
34 尖嘴鉗
35 鋼絲刷
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!