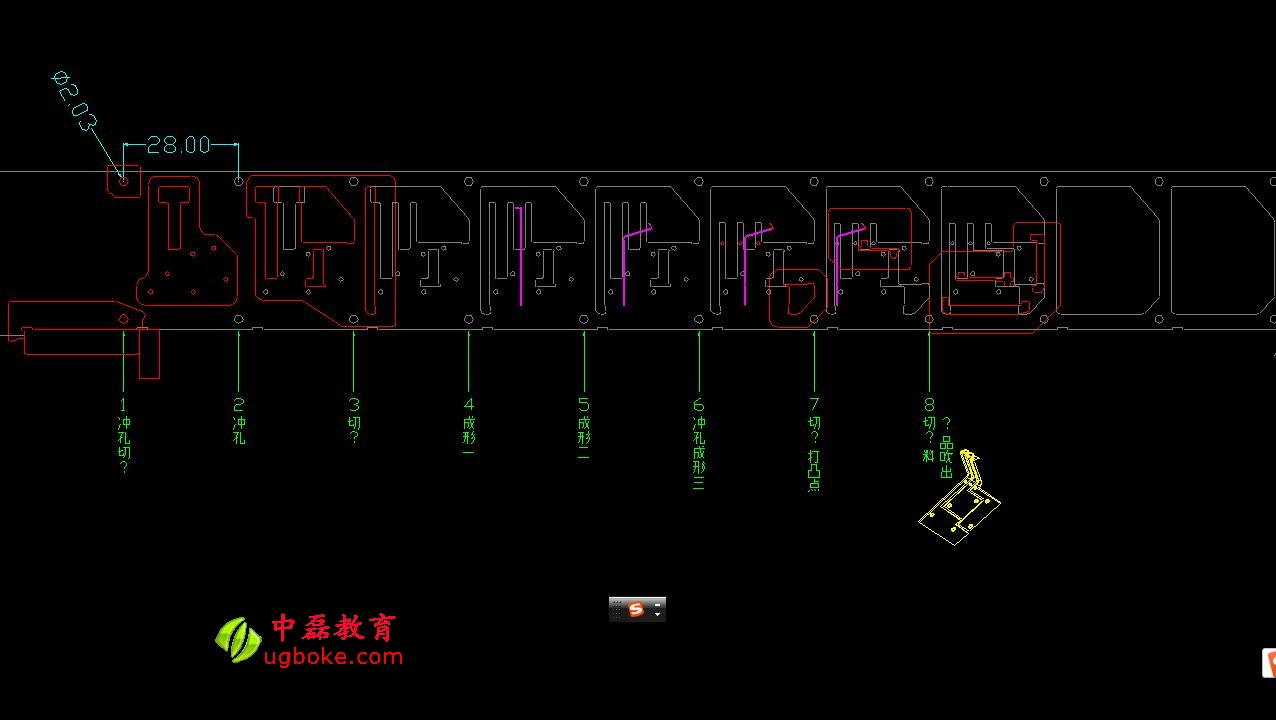
分析下圖所示的產品工藝:
從圖1可以看出:該零件外形并不十分復雜,但是有兩個方向的折彎,如果折彎分兩次進行,需要兩次定位,不但降低了生產效率,而且模具的數量多,增加了生產成本,所以考慮長度方向和寬度方向盡量用一套模具折彎成形。
邊支柱的參數t,b,A,B,H都是可以變化的,其變化范圍t大概在3-6mm之間,b大概在120°-180°之間,A和B大概在70-130mm之間,H大概在150-650mm之間。由于皮帶機所處的井下巷道的情況各種各樣,這些參數隨著不同皮帶機的變化而變化,幾乎沒有規律可尋,所以考慮盡量用通用的模具,在模具的型腔中裝配鑲塊,通過鑲塊形狀的變化來實現支柱的不同形狀。
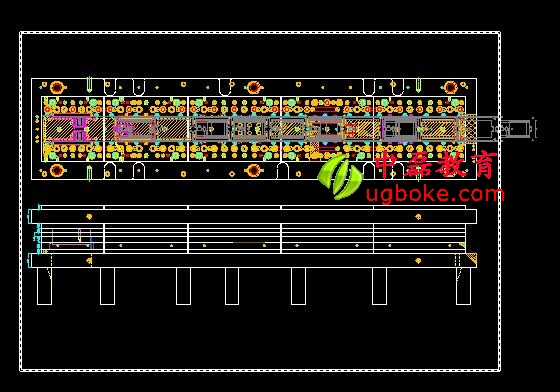
模具結構及工作過程圖
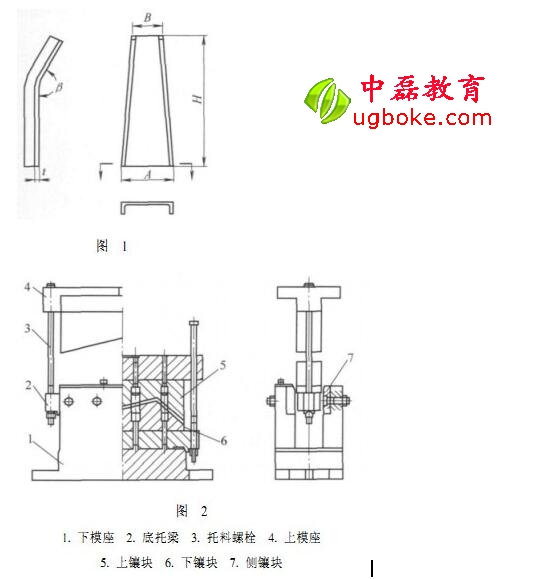
圖2為模具結構圖。其工作過程為:
(1) 計算好彎曲件的展開尺寸,通過剪切下料后,平放在下模座上,由定位板將其定位,起動液壓機,上模座沿著托料螺栓向下運動,通過上鑲塊與下鑲塊完成其長度方向的彎曲。
(2) 在完成長度方向折彎的同時,壓力機帶動上模座、上鑲塊沿著托料螺栓繼續下行,將工件壓入下模座的型腔內,這時工件包攏在上鑲塊上,在側鑲塊的幫助下完成其寬度方向的彎曲。
(3) 當底托梁落在下模座上時,上下模座完全閉合,工件完成長度方向和寬度方向的彎曲,這時液壓機上行,上下鑲塊分開,工件取出。
模具設計要點
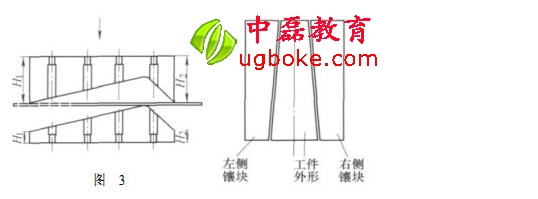
(1) 由于這種彎曲件是不對稱的,所以在壓彎過程中要考慮到工件的滑移現象,在上鑲塊向下運行接觸展開的工件時,要保證兩端同時接觸,上鑲塊兩端的高度是應盡量設計成相等(H1,H2盡量相等),如圖3所示。
(2) 由于折彎的毛坯件厚度大都在4mm左右,彎曲朝著兩個方向,鈑材在生產過程中又有應力集中的情況,為 了避免工件壓彎過程中彎裂,應盡量選擇表面 質量好無缺陷的材料做彎曲件的毛坯,對于厚一些和壓彎半徑較小的毛坯要用火焰或中頻加熱爐對折彎部位進行局部加熱,溫度至 左右即可上模具壓制成形。
(3) 為了在壓彎時便于板料的流動,所以在上下鑲塊及側鑲塊上設計有圓弧,在生產過程中要經常向鑲塊的圓弧過渡處注入潤滑油,以減少零件的拉傷。
(4)在這套模具中,上、下模座、底托梁、托料螺圖栓都是可以共用的,不同形狀的邊支柱只需要對鑲塊進行設計,正是通過鑲塊形狀的靈活變化 實 現了這套模具的通用性。上下鑲塊可依據工件的外形設計,對于帶有角度的零件,側鑲塊的形狀正好與其相反,如圖4所示。這樣在生產中只需要制作不同的上下鑲塊及左右側鑲塊,便可以制作不同形狀的邊支柱。
概況:
隨著帶式輸送機從原來帶寬650mm 增加到現在2200mm帶寬,要求的邊支柱的尺寸也在不斷加寬加長,我們在這套模具的基礎上進行了系列化設計,拓展了公司的生產能力,承接了許多大型帶式輸送機的生產。這套模具并不十分復雜,由于鑲塊的不同變化使這套壓彎模具具有很好的通用性,用一套基本的上下模座就可生產出不同尺寸的邊支柱,大大降低生產成本,提高了生產效率。在我公司投產使用后,工作狀態良好,生產的零件質量穩定,可靠。
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!