沖壓模具設計步驟:
工件圖為圖15所示活接叉彎曲件,材料45鋼,料厚3mm。其工藝性分析內容如下:
45鋼為優質碳素結構鋼,具有良好的彎曲成形性能。
零件結構簡單,左右對稱,對彎曲成形較為有利。可查得此材料所允許的最小彎曲半徑,而零件彎曲半徑,故不會彎裂。另外,零件上的孔位于彎曲變形區之外,所以彎曲時孔不會變形,可以先沖孔后彎曲。計算零件相對彎曲半徑,卸載后彎曲件圓角半徑的變化可以不予考慮,而彎曲中心角發生了變化,采用校正彎曲來控制角度回彈。
零件上只有1個尺寸有公差要求,由公差表查得其公差要求屬于IT14,其余未注公差尺寸也均按IT14選取,所以普通彎曲和沖裁即可滿足零件的精度要求。
4.結論:由以上分析可知,該零件沖壓工藝性良好,可以沖裁和彎曲。
零件為U形彎曲件,該零件的生產包括落料、沖孔和彎曲三個基本工序,可有以下三種工藝方案:
方案一:先落料,后沖孔,再彎曲。采用三套單工序模生產。
方案二:落料—沖孔復合沖壓,再彎曲。采用復合模和單工序彎曲模生產。
方案三:沖孔—落料連續沖壓,再彎曲。采用連續模和單工序彎曲模生產。
方案一模具結構簡單,但需三道工序三副模具,生產效率較低。
方案二需兩副模具,且用復合模生產的沖壓件形位精度和尺寸精度易保證,生產效率較高。但由于該零件的孔邊距為4.75mm,小于凸凹模允許的最小壁厚6.7mm,故不宜采用復合沖壓工序。
方案三也需兩副模具,生產效率也很高,但零件的沖壓精度稍差。欲保證沖壓件的形位精度,需在模具上設置導正銷導正,故其模具制造、安裝較復合模略復雜。
通過對上述三種方案的綜合分析比較,該件的沖壓生產采用方案三為佳。
(1) (1)毛坯尺寸計算(圖2)
對于有圓角半徑的彎曲件,由于變薄不嚴重,按中性層展開的原理,坯料總長度應等于彎曲件直線部分和圓弧部分長度之和,可查得中性層位移系數,所以坯料展開長度為由于零件寬度尺寸為18mm,故毛坯尺寸應為64mm×18mm。彎曲件平面展開圖見圖16,兩孔中心距為46mm。
彎曲力是設計彎曲模和選擇壓力機的重要依據。該零件是校正彎曲,校正彎曲時的彎曲力和頂件力為對于校正彎曲,由于校正彎曲力比頂件力大得多,故一般可以忽略,即 ≥生產中為安全,取≥,根據壓彎力大小,初選設備為JH23—25。
由圖3-2可知,該零件屬于一般沖孔、落料件。根據零件形狀特點,沖裁模的凸、凹模采用分開加工方法制造。尺寸18mm、R9mm由落料獲得,2×φ8.5mm和46±0.31mm由沖孔同時獲得。查得凸、凹模最小間隙,最大間隙,所以。
按照模具制造精度高于沖裁件精度3~4級的原則,設凸、凹模按IT8制造,落料尺寸,凸、凹模制造公差,磨損系數取0.75。沖孔尺寸,凸、凹模制造公差,磨損系數取0.5。根據沖裁凸、凹模刃口尺寸計算公式進行如下計算:
落料尺寸,校核不等式≤,代入數據得。說明所取的與合適,考慮零件要求和模具制造情況,可適當放大制造公差為 。
將已知和查表的數據代入公式得故落料凸模和凹模最終刃口尺寸為。
落料R9mm,屬于半邊磨損尺寸。由于是圓弧曲線,應該與落料尺寸18mm相切,所以其凸、凹模刃口尺寸取為
沖孔:
校核,代入數據得:。說明所取的與合適,考慮零件要求和模具制造情況,可適當放大制造公差為:, 。
將已知和查表的數據代入公式得
故沖孔凸模和凹模最終刃口尺寸為:,。
孔心距46±0.31mm
因為兩個孔同時沖出,所以凹模型孔中心距為
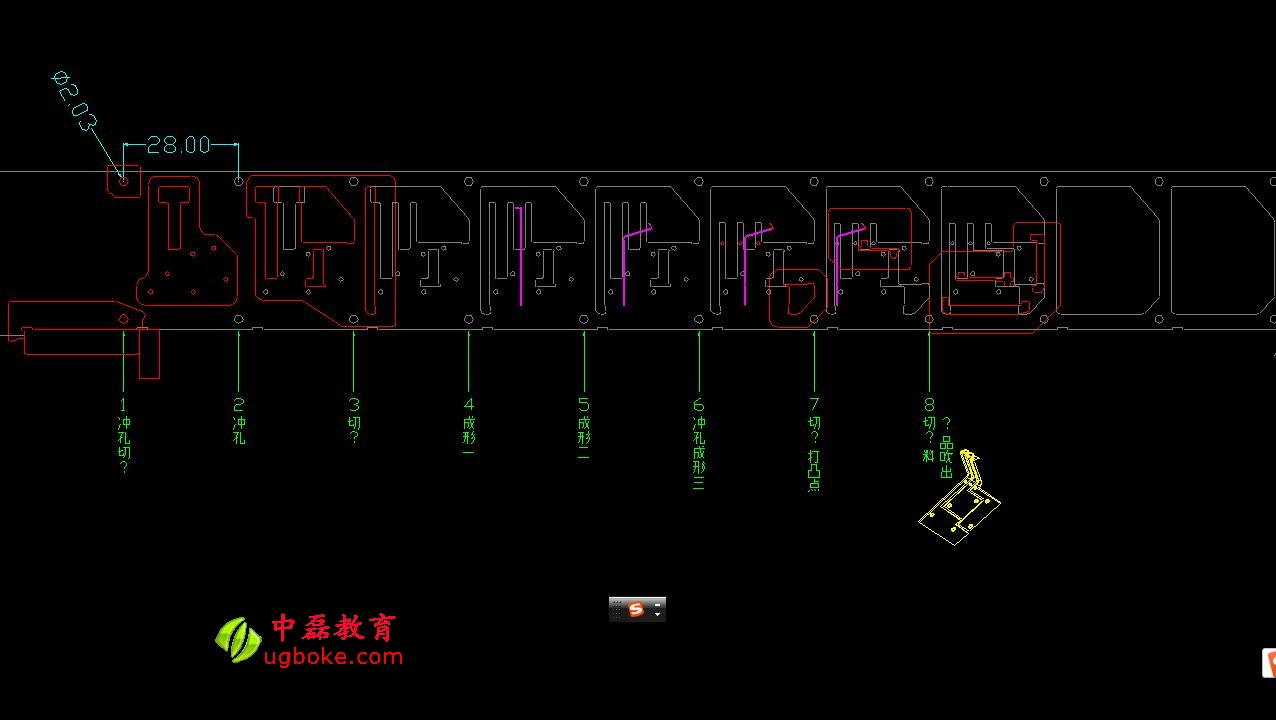
分析零件形狀應采用單直排的排樣方式,零件可能的排樣方式有如圖17所示兩種。
比較方案a和方案b,方案a是少廢料排樣,顯然材料利用率高,但因條料本身的剪板公差以及條料的定位誤差影響,工件精度不易保證,且模具壽命低,操作不便,排樣不適合連續模,所以選擇方案b。同時,考慮凹模刃口強度,其中間還需留一空工位。現選用規格為3mm×1000mm×1500mm的鋼板,則需計算采用不同的裁剪方式時,每張板料能出的零件總個數。
經查得零件之間的搭邊值,零件與條料側邊之間的搭邊值,條料與導料板之間的間隙值,則條料寬度為
步距
由于彎曲件裁板時應考慮纖維方向,所以只能采用橫裁。即裁成寬71.5mm、長1000mm的條料,則一張板材能出的零件總個數為
計算每個零件的面積,則材料利用率為。排樣圖如圖18所示。
3.沖裁力計算
此例中零件的落料周長為148.52mm,沖孔周長為26.69mm,材料厚度3mm,45鋼的抗剪強度取500MPa,沖裁力基本計算公式。則沖裁該零件所需落料力
沖孔力
模具結構采用剛性卸料和下出件方式,所以所需推件力為
計算零件所需總沖壓力
初選設備為JC23—63。
4.壓力中心計算(圖5)
零件為一對稱件,所以壓力中心就是沖裁輪廓圖形的幾何中心,但由于采用級進模設計,因此需計算模具的壓力中心。排樣時零件前后對稱,所以只需計算壓力中心橫坐標,如圖19所示建立坐標系。設模具壓力中心橫坐標為(計算時取代數值),則有即 ,解得 所以模具壓力中心坐標點為(-31.2 , 0)。
根據沖壓力的大小,選取開式雙柱可傾臺壓力機JC23—63,其主要技術參數如下:
公稱壓力:630kN
滑塊行程:120mm
最大閉合高度:360 mm
閉合高度調節量:80 mm
滑塊中心線到床身距離:260mm
工作臺尺寸:480 mm×710 mm
工作臺孔尺寸:φ250mm
模柄孔尺寸:φ50 mm×80 mm
墊板厚度:90 mm
根據彎曲力的大小,選取開式雙柱可傾臺壓力機JH23—25,其主要技術參數如下:
公稱壓力:250kN
滑塊行程:75mm
最大閉合高度:260 mm
閉合高度調節量:55mm
滑塊中心線到床身距離:200mm
工作臺尺寸:370 mm×560mm
工作臺孔尺寸:φ260mm
模柄孔尺寸:φ40 mm×60mm
墊板厚度:50 mm
1.沖孔落料連續模零部件設計
標準模架的選用依據為凹模的外形尺寸,所以應首先計算凹模周界的大小。根據凹模高度和壁厚的計算公式得
凹模高度
凹模壁厚
所以,凹模的總長,為了保證凹模結構對稱并有足夠的強度,將其長度增大到163mm。凹模的寬度。
模具采用后側導柱模架,根據以上計算結果,查得模架規格為:上模座200mm×200mm×45mm,下模座200mm×200mm×50mm,導柱32mm×160mm,導套32mm×105mm×43mm。
凸模固定板與凸模采用過渡配合關系,厚度取凹模厚度的0.8倍,即20mm,平面尺寸與凹模外形尺寸相同。
卸料板的厚度與卸料力大小、模具結構等因素有關,取其值為14mm。
導料板高度查表取12mm,擋料銷高度取4mm。
模具是否需要采用墊板,以承壓面較小的凸模進行計算,沖孔凸模承壓面的尺寸如圖20所示。則其承受的壓應力為
查得鑄鐵模板的為90~140MPa,故 。因此需采用墊板,墊板厚度取8mm。
模具采用壓入式模柄,根據設備的模柄孔尺寸,應選用規格為A50×105的模柄。
根據工件的材料、形狀和精度要求等,彎曲模采用非標準模架。下模座的輪廓尺寸為255mm×110mm。
(1)工作部分結構尺寸設計
1)凸模圓角半徑
在保證不小于最小彎曲半徑值的前提下,當零件的相對圓角半徑較小時,凸模圓角半徑取等于零件的彎曲半徑,即。
2)凹模圓角半徑
凹模圓角半徑不應過小,以免擦傷零件表面,影響沖模的壽命,凹模兩邊的圓角半徑應一致,否則在彎曲時坯料會發生偏移。根據材料厚度取。
3)凹模深度(圖7)
凹模深度過小,則坯料兩端未受壓部分太多,零件回彈大且不平直,影響其質量;深度過大,則浪費模具鋼材,且需壓力機有較大的工作行程。該零件為彎邊高度不大且兩邊要求平直的U形彎曲件,則凹模深度應大于零件的高度,且高出值,如圖21所示。
4)凸、凹模間隙
根據U形件彎曲模凸、凹模單邊間隙的計算公式得
5)U形件彎曲凸、凹模橫向尺寸及公差
零件標注內形尺寸時,應以凸模為基準,間隙取在凹模上。而凸、凹模的橫向尺寸及公差則應根據零件的尺寸、公差、回彈情況以及模具磨損規律而定。因此,凸、凹模的橫向尺寸分別為
(2)彈頂裝置中彈性元件的計算
由于該零件在成型過程中需壓料和頂件,所以模具采用彈性頂件裝置,彈性元件選用橡膠,其尺寸計算如下
1)確定橡膠墊的自由高度
認為自由狀態時,頂件板與凹模平齊,所以
由上兩個公式取。
2)確定橡膠墊的橫截面積
查得圓筒形橡膠墊在預壓量為10%~15%時的單位壓力為0.5MPa,所以
3)確定橡膠墊的平面尺寸
根據零件的形狀特點,橡膠墊應為圓筒形,中間開有圓孔以避讓螺桿。結合零件的具體尺寸,橡膠墊中間的避讓孔尺寸為φ17mm,則其直徑D為
4)校核橡膠墊的自由高度
橡膠墊的高徑比在0.5~1.5之間,所以選用的橡膠墊規格合理。橡膠的裝模高度約為0.85×140=120mm。
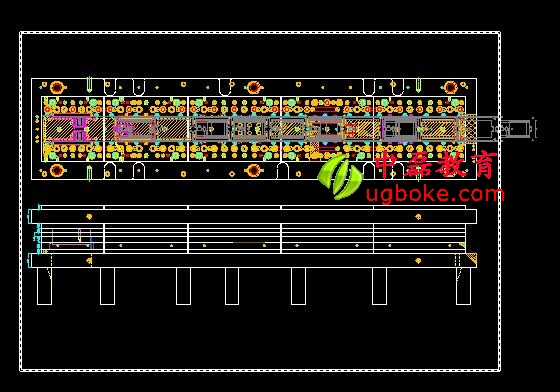
有了上述各步計算所得的數據及確定的工藝方案,便可以對模具進行總體設計并畫出沖裁裝配圖如圖22所示。
模具閉合高度H模=45+8+20+15+14+12+25+50=189mm。
由上述各步計算所得的數據,對彎曲模具進行總體設計并畫出裝配圖如圖23所示。(圖8)
模具閉合高度H模=40+20+4+103=167 mm。(圖9)
第二部分 編寫設計計算說明書應考慮的問題
一、設計計算說明書的內容與要求
設計計算說明書應以計算內容為主,要求寫明整個設計的主要計算及簡要的說明。
對于計算過程的書寫,要求寫出公式并注明來源,同時帶入相關數據,直接得出運算結果。
在設計計算說明書中,還應附有與計算有關的必要簡圖,如壓力中心計算中應繪制零件的排樣圖;確定工藝方案時應繪制多種工藝方案的結構圖,以便于比較。
設計計算說明書應在全部計算及全部圖樣完成之后整理編寫,主要內容有沖壓件的工藝性分析,毛坯的展開尺寸計算,排樣方式及經濟性分析,工藝過程的確定,工序件的形狀及尺寸計算,模具結構形式的合理性分析,模具主要零件的結構形式、材料選擇、公差配合和技術條件,凸、凹模工作部分的尺寸計算,沖壓力計算,壓力中心的確定,彈性元件的選用等。具體概括如下:
1. 1.目錄
2. 2.設計任務書
3. 3.工藝方案分析及確定
4. 4.工藝計算
5. 5.模具結構設計
6. 6.模具零部件工藝設計
7. 7.參考資料目錄
8. 8.結束語
二、設計總結
總結與答辯是冷沖壓模具課程設計的最后環節,是對整個設計過程的系統評價和總結。學生在完成全部圖樣和編寫設計計算說明書之后,應全面分析此次設計中存在的優缺點,找出設計中應注意的問題,掌握模具設計的一般步驟和方法,通過總結,提高分析問題和解決問題的能力。設計過程中的問題與不足,搞清尚未弄懂的、甚至不理解和沒有考慮到的問題,從而獲得更大的收獲,完滿的達到整個設計的目的及要求。
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!