緒論
沖壓加工的含義 P1
沖壓加工的三要素 P1
沖壓加工的特點及其應用P1
沖壓加工的分類及其含義 P2
沖壓技術發展的4個發展方向P4
第一章
金屬材料變形的分類 P6
金屬材料總變形包括哪2項內容P6
彈性變形和塑料變形的機理P6
即作業 P27
影響金屬塑料和變形抗力的主要因素 P8
體積不變原理P11
主應力狀態、三向應力狀態、球應力的基本含義 P11
硬化、硬化曲線、硬化指標的基本概念P14
沖壓變形類別及其含義P19
沖壓變形趨向性含義及4條控制措施P19
板料沖壓成形性能最大變形程度的含義P21
金屬板料沖壓6項力學性能指標及其含義P22
常用的沖壓材料的種類P24
作業1.5 P27

第二章
沖裁工藝含義及其應用P28
板料沖裁變形區力態分析P28
板料沖裁變形過程三階段P29
結合圖2.1.5 簡述沖裁件斷面特征及其形成P30
沖裁模間隙的含義P31
沖裁模間隙
對斷面質量的影響(結合圖2.1.6)P31
【P104作業2.1】
對沖裁件尺寸精度的影響 P32
對模具壽命的影響 P33
對沖裁工藝力的影響 P33
沖裁模合理間隙的含義 P34
間隙值理論確定法的原理 P34
如何查兩個表確定沖裁模合理間隙 P34
沖裁模刃口尺寸計算的基本原則與方法P36
例題2.1及相應作業 P39
凸模和凹模配制加工計算刃口尺寸的方法 P40
沖裁工藝力的類別及其計算目的 P42
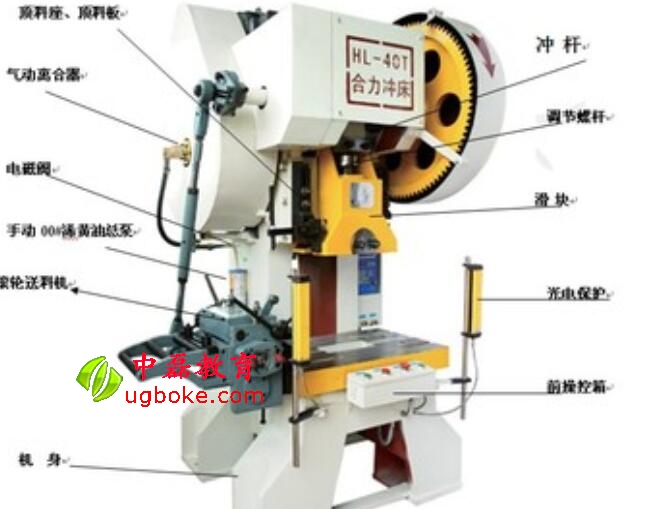
選取壓力機公稱壓力的要求 P43
降低沖裁力的2條措施 P43
模具壓力中心含義及其技術要求 P44
壓力中心坐標的計算公式——圖2.4.4 P44
排樣的經濟意義及其材料利用率 P45
對照圖2.5.2表2.5.1區分3種排樣法 P46
排樣搭邊、步距含義及其作用 P48
條料寬度確定的原則 P48
沖裁件工藝性分析的含義及其要點 P52
沖壓件的制造成本由三個部分組成 P54
三種類型沖裁工藝方案的基本含義 P55
讀圖分析圖2.7.1—2.7.2—2.7.3模具結構 P57
復合沖裁模的含義及設計難點 P61
讀圖分析圖2.7.7—2.7.8所示模具結構 P61
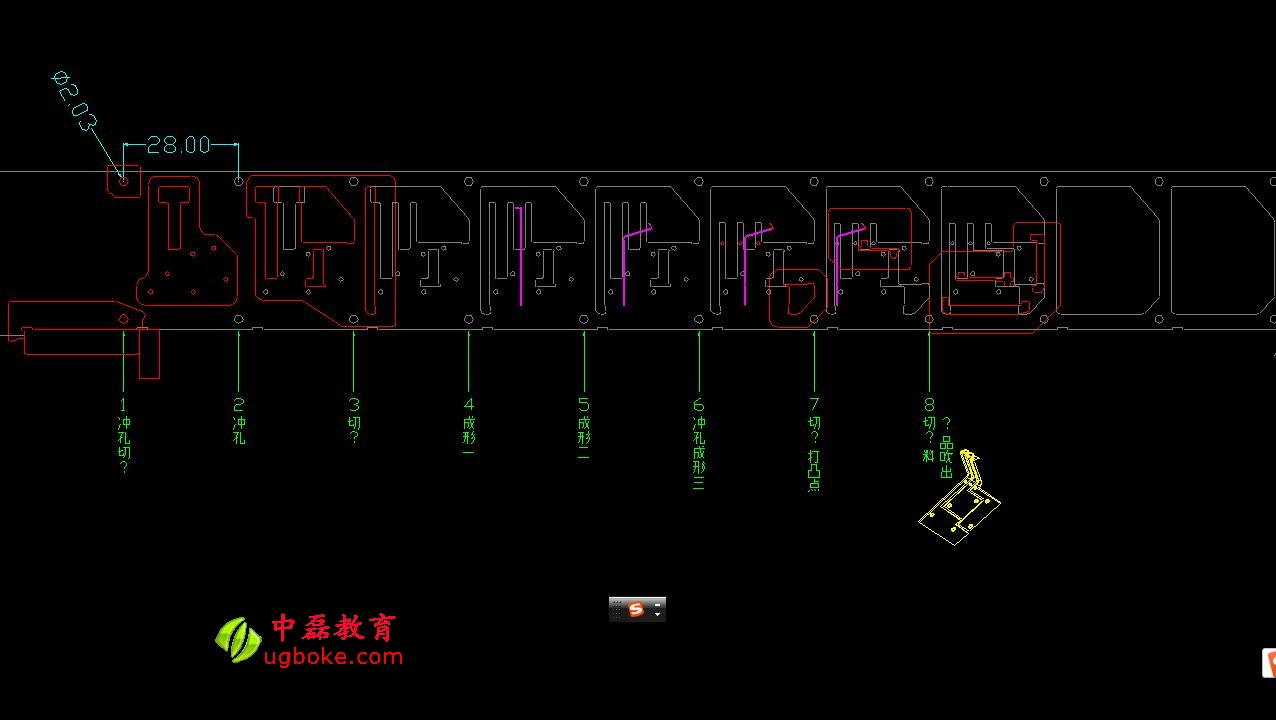
級進沖裁模含義 P63
讀圖分析圖2.7.10所示模具結構 P63
沖裁模模具零件分類(P67表) P66
沖裁模標準化的意義 P67
沖裁模凸模凹模結構形狀分類
讀圖分析圖2.8.1—2.8.2—表2.8.2 P67
沖裁模凸模材料要求 P69
沖裁模凸模進行承壓和剛度校核前提條件P69
讀圖分析圖2.8.6所示模具結構 P70
如何確定凹模周界尺寸及其重要含義 P72
擋料銷、導正銷、側刃的作用 P74
沖裁模卸料的兩種方式
讀圖分析圖2.8.24和2.8.25所示模具結構 P78
常用2類標準模架
讀圖分析圖2.8.30—2.8.33 P82
硬質合金沖模的含義及其主要特點 P100
作業2.5 P104

第三章
彎曲工藝含義 P106
板料彎曲變形過程及其特點 P107
圖3.1.5彎曲毛坯變形區的切向應力分布 P109
應變中心層的含義 P108
彎曲回彈的含義及其表現形式 P111
影響彈性回彈的7條因素 P112
采用什么指標描述彎曲變形程度 P112
回彈值的2種確定方法 P113
減小彈性回跳的措施 P114
最小相對彎曲半徑的概念 P117
影響最小彎曲半徑的因素 P118
彎曲件的結構工藝性6個要點 P119
彎曲件毛坯展開尺寸的計算 P123
【P139作業3.5】
彎曲工序的安排原則(結合圖例3.3.14—3.3.18)P126
彎曲模結構設計3要點 P128
讀圖分析圖3.4.1模具結構 P129
分析圖3.4.2 a與b,為什么a不能校正回彈,而b能校正回彈?P129
讀圖分析圖3.4.5,簡述彎曲成形過程 P131
讀圖分析圖3.4.16,簡述彎曲成形過程 P135
簡述彎曲模主要工作零件結構參數的確定P136
作業3.2 P139
第四章
拉深工藝含義及其應用 P141
結合圖4.1.2—4.1.3簡述拉深過程及其特點 P143
結合圖4.1.5指出圓筒形件拉深應力應變5個區域 P144
拉深起皺、破裂的原因與防止措施 P148
【P191作業4.2】
拉深件毛坯尺寸計算的2條原則 P150
拉深系數、總拉深系數、極限拉深系數的含義 P153
影響極限拉深系數的3個因素 P153
為什么實際拉深系數一般小于極限拉深系數?P155
怎樣判斷拉深件能否一次拉深? P156
簡述拉深破裂的危險斷面 P156
4.2.3拉深工藝計算實例 P156
拉深結構工藝性分析的含義及其要求 P174
結合圖4.5.3簡述壓邊力的作用 P175
2類壓邊裝置及其用途 P176
【P191作業4.7】
簡述拉深成形主要輔助工序及其作用 P178
拉深模具分類 P179
讀圖分析圖4.6.2—4.6.3—4.6.6—4.6.9所示模具結構,簡述其工作過程P181
拉深凹模與凸模之間間隙的作用 P184
結合圖4.6.12說明拉深模間隙取向原則 P185
拉深凸模與凹模結構形式設計要求 P186
軟模拉深含義及其性能簡介 P187
變薄拉深變形特點 P189
第五章
脹形工藝的含義及其變形特點 P193
脹形極限變形程度含義及其指標 P194
脹形極限變形程度主要取決于哪些因素 P194
讀圖分析圖5.1.9所示模具結構,簡述其工作過程 P199
非常感謝您對我們的網站感興趣并訪問。在您使用本網站之前,請您仔細閱讀本聲明的所有條款。
1、本站部份資料來自于網絡,資源僅供參考,如有侵犯了您的權益請立即與我們聯系!我們將及時撤除。
2、本站不保證網站內容的準確性、安全性和完整性;請自行檢查是否帶有病毒,同時本站也不承擔用戶因使用這些資源對自己和他人造成任何形式的損失或傷害。
3、本聲明未涉及的問題參見國家有關法律法規,當本聲明與國家法律法規沖突時,以國家法律法規為準。
4、本站內容均來源自網絡,素材、圖片版權屬于原作者,本站轉載素材僅供大家欣賞和分享,切勿做為商業目的使用。
如果侵害了您的合法權益,請您及時與我們,我們會在第一時間刪除相關內容!
5、我們尊重版權,也致力于保護版權,如果你是原作者請聯系本站編輯(838676806&qq.com(&修改為@)),我們將為你的文章注名,感謝你的分享!
6、互聯網精神:分享、交流、進步!